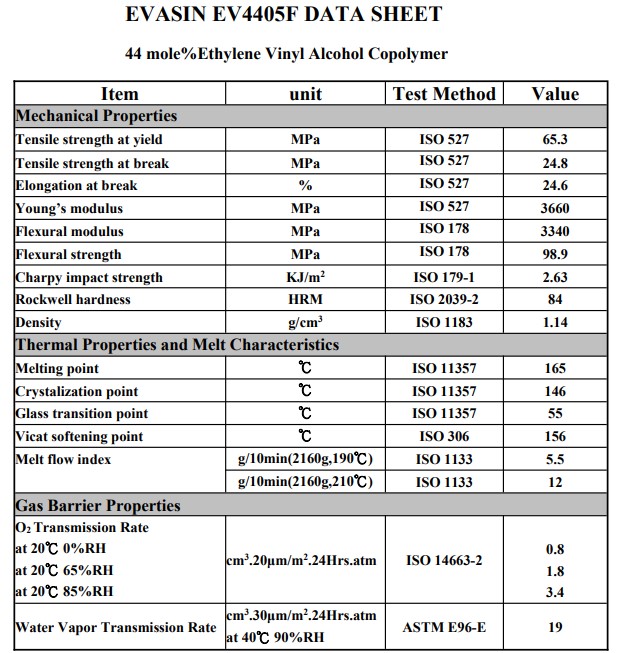
EVASIN EVOH resin is an ethylene-vinyl alcohol copolymer, used to manufacture films, sheets, and packaging containers with high oxygen barrier properties. The EVASIN series offers various grades of composition and rheological properties suitable for various processing techniques, such as multilayer co-extrusion, casting, blow molding, sheet molding, blow molding, biaxial stretching, injection molding, and extrusion molding. The ethylene content of EVASIN EVOH resin is related to its barrier properties; lower ethylene content results in higher oxygen barrier properties, and higher barrier properties lead to higher resin hardness. EVASIN EVOH (EVOH EW-3201) has excellent gas barrier properties, blocking various odors from seasonings, spices, cosmetics, etc., making it suitable for food packaging. It also exhibits excellent oil resistance and barrier properties against oils and chemical solvents, thus finding applications in automotive fuel tanks, pesticide bottles, and underfloor heating pipes.
Characteristics:
Excellent gas barrier properties, affected by humidity
Good printability
Oil resistance
Solvent resistance
Weather resistance
High transparency
High rigidity
Excellent flexibility
Good antistatic properties
Moisture retention
Good surface gloss
EVASINT EVOH Naming Principles:
The letters E and V represent EVOH.
The third and fourth digits represent the ethylene content: for example, 32 represents 32% ethylene content; 38 represents 38% ethylene content; 44 represents 44% ethylene content.
The fifth and sixth digits are related to fat melting: 01 represents fat melting of 1-2 G/min, 51 represents a new specification with unchanged fat melting (190℃, 2160 G).
The letter V represents: no processing aids added.
The letter F represents: compounding processing aids added.
EVOH has excellent barrier properties against gases such as oxygen, nitrogen, and carbon dioxide, but due to its hydrophilic groups, it has poor barrier properties against water vapor. Therefore, when considering barrier properties against all gases, EVOH is generally used as an intermediate layer in co-extrusion molding with traditional hydrophobic thermoplastics.
EVASIN EV-4405F is mainly used in the following fields:
Packaging:
Food Packaging: It is used as an intermediate barrier layer in composite films for aseptic packaging, hot cans, and retort pouches, packaging dairy products, meat, canned juice, and condiments. It effectively prevents oxygen and moisture from entering the packaging, extending the shelf life of food and maintaining its flavor and quality. For example, in milk powder packaging, it prevents the milk powder from getting damp and oxidizing, ensuring that the nutritional components of the milk powder are not destroyed.
Non-food packaging: Used for packaging solvents, chemicals, air conditioning structural components, gasoline drum liners, electronic components, etc. Due to its excellent barrier properties, it can prevent solvent evaporation, chemical leakage, and protect electronic components from external environmental influences.
Automotive industry:
Due to its good oil resistance and barrier properties, it can be used as a barrier layer material for automobile fuel tanks, effectively preventing fuel evaporation and leakage, reducing environmental pollution, and improving vehicle safety and fuel efficiency.
Other fields:
It can be used to produce packaging materials for household goods, underfloor heating pipes, wallpaper, etc. In household goods packaging, it provides good protection and barrier properties; in underfloor heating pipes, it helps improve the pipes' corrosion resistance and oxygen barrier properties, extending the pipes' service life; in wallpaper, it can enhance the wallpaper's performance, such as waterproofing, moisture resistance, and odor blocking.
Website: www.elephchem.com
whatsapp: (+)86 13851435272
E-mail: admin@elephchem.com
EVA is the abbreviation for ethylene-vinyl acetate copolymer, a random copolymer composed of nonpolar, crystalline ethylene monomers and strongly polar, amorphous vinyl acetate monomers (also known as VA). It was first synthesized in 1928 by American scientist H.F. Mark using a low-pressure method. Later, in 1938, the British ICI Chemicals Company published a patent for high-pressure polymerization to manufacture EVA, and in the early 1960s, DuPont in the United States began producing industrial products. Today, its applications have permeated all aspects of people's lives, such as shoe materials, films, wires and cables, toys, hot melt adhesives, coatings, etc.

1 Synthesis Process
The vinyl acetate (VA) content in ethylene-vinyl acetate copolymers can range widely, from 5% to 95%. Different contents result in different properties, therefore, strictly speaking, there are different subcategories, as shown in the figure below:
|
Classification of Ethylene-Vinyl Acetate Copolymers |
VA (Vinyl Acetate) Content, Mass Fraction |
Characteristics |
|
|
EVA Resin |
5%~40% |
Solid resin appearance at room temperature (most commo |
|
|
VAE (Vinyl Acetate-Ethylene Copolymer) |
EVA Rubber |
40%~80% |
Flexible and elastic |
|
|
VAE Emulsion |
70%~95% |
Emulsion state |
However, the EVA products commonly referred to are EVA resins, with VA content generally ranging from 5% to 40%. Most EVA manufacturers produce this type, therefore, the EVA discussed below refers to EVA resin.
Regarding the synthesis process of EVA, after more than 50 years of development, there are currently four main mature EVA production technologies both domestically and internationally: high-pressure continuous bulk polymerization, medium-pressure suspension polymerization, solution polymerization, and emulsion polymerization. Among these, solution polymerization and emulsion polymerization are less commonly used, with most companies employing the high-pressure continuous bulk polymerization process. Since the polymerization reaction mechanism of EVA under high pressure and high temperature is essentially the same as that of LDPE, the difference between EVA products produced using autoclave reactors and tubular reactors is similar to the difference between LDPE products produced using these two processes.
|
Comparison Items |
Tubular Method |
Station Method |
|
Molecular Weight Distribution |
Narrow |
Wide |
|
Branch Distribution |
Few and Irregular |
Many and Uniform |
|
Molecular Structure |
Few Long Branches |
Many Long Branches |
|
Properties |
Good Mechanical Strength |
Good Elasticity |
|
Foaming Performance |
Slightly Poor |
Slightly Superior |
|
Main Applications |
Thin Films |
Foaming,Coating,Fujibang Electronics |
2 Structural Properties
Compared to PE, EVA, due to the introduction of vinyl acetate monomers into the molecular chain, has reduced crystallinity, improved flexibility, impact resistance, and enhanced filler incorporation and heat-sealing properties. Its density is generally between 0.91 and 0.93, and it exhibits good transparency and gloss.
The properties of EVA resin mainly depend on the vinyl acetate content (VA content) and melt flow rate (MFI) in the copolymer. With a constant MFI value, the changes in various properties as VA% increases are as follows:
|
Increased performance |
Decreased performance |
|
Density |
Strength |
|
Gloss |
Hardness |
|
Flexibility |
Heat distortion |
|
Stress cracking resistance |
Water resistance |
|
Low temperature resistance |
Sound insulation |
|
Oil resistance |
|
Under the condition of constant VA% content, the effect of increasing MFI value on performance is as follows:
|
Increased performance |
Decreased performance |
|
Flowability |
Molecular weight |
|
Surface gloss |
Mechanical properties |
|
|
Environmental stress cracking resistance |
|
|
Softening point |
EVA products exhibit good flexibility, low-temperature resistance, impact strength, environmental stress cracking resistance, good optical properties, good air permeability, moderate mechanical properties, and poor insulation properties over a wide temperature range.
3 EVA Processing and Molding
EVA is a thermoplastic polymer, therefore it can be used in injection molding, extrusion, blow molding, calendering, rotational molding, vacuum thermoforming, foaming, coating, heat sealing, welding, and other processing and molding processes.
EVA has a low molding temperature range (160-200℃) and a wide range of temperatures. Its mold temperature is low (20-45℃), and the material must be dried before processing (drying temperature 65℃). During EVA processing, the mold temperature and material temperature should not be too high, otherwise the surface will be rough (not smooth).
EVA products are prone to sticking to the front mold; it is better to make the cold slug well at the main runner of the sprue a pull-tab type. It is prone to decomposition at temperatures exceeding 250℃. EVA is best processed using "low temperature, medium pressure, and medium speed" conditions.
4 Application Areas
EVA applications have permeated all aspects of people's lives, such as shoe materials, films, wires and cables, toys, hot melt adhesives, coatings, etc.
Shoe Materials
Shoe materials are the most important application area for EVA resin in my country. The vinyl acetate content in EVA resin used in shoe materials is generally between 15% and 22%.
Because resin-blended foam products have properties such as softness, good elasticity, and chemical corrosion resistance, they are widely used in the soles and lining materials of mid-to-high-end hiking shoes, mountaineering shoes, slippers, and sandals; in addition, this material is also used in sound insulation boards, gymnastics mats, and sealing materials.
EVA Film
The main use of EVA film is in the production of functional greenhouse films. Functional greenhouse films have high weather resistance, anti-fogging properties, and heat insulation properties. Because polyethylene is non-polar, even with the addition of a certain amount of anti-fogging agent, its anti-fogging performance can only be maintained for about 2 months; while greenhouse films made with a certain amount of EVA resin not only have higher light transmittance but also significantly improved anti-fogging performance, generally exceeding 4 months. In addition, EVA can also be used to produce packaging films, medical films, laminated films, and cast films.
Wires and Cables
With the continuous development of computer and network engineering, and for the sake of computer room safety, halogen-free flame-retardant cables and silane cross-linked cables are increasingly used. Because EVA resin has good filler compatibility and cross-linking properties, it is widely used in halogen-free flame-retardant cables, semiconductor shielded cables, and two-step silane cross-linked cables. Furthermore, EVA resin is also used to make sheaths for some special cables. The vinyl acetate content of EVA resin used in wires and cables is generally between 12% and 24%.
Toys
EVA resin also has many applications in toys, such as children's wheels and seat cushions. In recent years, my country's toy processing industry has developed rapidly, with production concentrated in coastal areas such as Dongguan, Shenzhen, and Shantou, mainly for export and processing.
Hot melt adhesives
Primarily composed of EVA resin, are solvent-free, environmentally friendly, and highly safe, making them ideal for automated production lines. In recent years, they have widely replaced traditional phenyl adhesives and are therefore widely used in bookbinding, furniture edge banding, automotive and home appliance assembly, shoemaking, carpet coatings, and metal anti-corrosion coatings. Hot melt adhesives mainly use varieties with a vinyl acetate content of 25%-40%. Although domestic products of this brand exist, production has been largely absent, resulting in imports dominating the market.
Photovoltaic Industry
Currently, in the solar cell industry, EVA is used for bonding solar cells to the surface photovoltaic glass and the backsheet in crystalline silicon cells. Because EVA films possess excellent flexibility, optical transparency, and heat-sealing properties, they have become the preferred photovoltaic encapsulation material. With the rapid development of the Chinese photovoltaic market, the EVA solar cell encapsulation film market has also experienced rapid growth, attracting many companies to invest in and enter this market. However, this indiscriminate entry has led to overcapacity and price competition, resulting in the highly competitive solar anti-dumping measures.
Coating
Coating materials are mainly used for coating layers of PET film and BOPP film. Taking advantage of the transparency and adhesion of EVA, they are used for applications such as quick sealing of photos and sealing of clothing bags.
Website: www.elephchem.com
whatsapp: (+)86 13851435272
E-mail: admin@elephchem.com
Re-dispersible Polymer Powder (RDP) is a free-flowing powder produced from polymer emulsions through a spray-drying process. When added to cement-based or gypsum-based mixtures and mixed with water, it re-disperses into an emulsion, thereby enhancing the product's performance. Today, re-dispersible latex powder has become an indispensable ingredient in numerous construction applications.
1 Common Applications of Re-dispersible Latex Powder

Tile Adhesives
Traditional cement-based adhesives often struggle to provide sufficient bond strength. By incorporating Dispersible polymer powder, manufacturers can produce products featuring excellent adhesion, flexibility, and water resistance. The polymer film formed by the re-dispersible polymer powder helps bridge micro-cracks in the substrate, reducing the risk of tiles detaching over time. Furthermore, it allows for better accommodation of substrate movement, extending the service life of the tiled surface while preventing water damage to the underlying structure.

Self-Leveling Compounds
Re-dispersible polymer powder improves application properties and enhances adhesion to the substrate, making the material easier to apply, yielding a smoother surface finish, and strengthening the bond between the self-leveling mortar and the base layer—thereby reducing the risk of subsequent cracking. The inherent flexibility of the re-dispersible polymer powder enables the self-leveling mortar to better accommodate minor movements in the substrate, effectively preventing the formation of cracks.

Exterior Insulation and Finish Systems (EIFS)
Incorporating re-dispersible latex powder into the base coat of Exterior Insulation and Finish Systems (EIFS) enhances overall flexibility and crack resistance, enabling the system to withstand stresses caused by thermal expansion and contraction, while simultaneously improving the bond strength between the various layers of the system. Base coats modified with re-dispersible latex powder exhibit superior impact resistance, helping to protect the insulation layer from damage and boosting the overall durability of the system.
Cement-Based Waterproofing Membranes
Waterproofing membranes are utilized to protect structures—such as basements, foundations, and roofs—against water ingress. The inclusion of re-dispersible polymer powder in membrane formulations endows the product with exceptional flexibility, crack-bridging capabilities, and adhesion to the substrate. The polymer films formed within the cementitious matrix help seal microcracks and provide excellent waterproofing properties.
Repair Mortars
Re-dispersible polymer powder enhances the adhesion between repair mortars and existing concrete substrates, while also improving the mortar's flexibility. This allows the mortar to better accommodate differential movements between the repair material and the existing concrete, thereby reducing the risk of cracking and delamination.
2 Classification of Re-dispersible Polymer Powders
Based on their polymer composition, re-dispersible polymer powders are primarily categorized into the following types, each with distinct performance characteristics and application focuses:
VAE Type (Vinyl Acetate–ethylene Copolymer Emulsion)
The VAE type is currently the most widely used category. It offers good flexibility, adhesion, and workability, as well as a high cost-performance ratio. It is suitable for standard dry-mix mortar systems, such as tile adhesives, rendering mortars, and self-leveling mortars.
VA/VeoVa Type (Vinyl Acetate-Vinyl Versatate Copolymer)
Building upon the VAE base, this type incorporates hydrophobic groups to provide superior water and alkali resistance. It is suitable for applications requiring high weather resistance, such as Exterior Insulation and Finish Systems (EIFS) and waterproofing mortars.
Acrylic Type
Acrylic-based RDPs exhibit excellent resistance to water, weathering, and UV radiation. They are suitable for high-end applications or those requiring exceptional durability—such as exterior wall coating systems and specialized repair materials—though their cost is relatively higher.
3 Considerations When Selecting Re-dispersible Polymer Powder
Glass Transition Temperature (Tg)
The lower the Tg, the better the polymer's flexibility and film-forming properties; however, a balance must be struck between flexibility and compressive strength.
Minimum Film Formation Temperature (MFFT)
The lower the MFFT, the more easily the material forms a continuous film under low-temperature conditions, making it suitable for construction in cold environments.
Viscosity
In dry-mix mortar products, viscosity requirements are generally not critical, with the exception of self-leveling cement systems, which have specific viscosity demands. If the powder is intended for use in self-leveling systems, it is advisable to select a re-dispersible polymer powder with low viscosity.
Anti-caking Agents
The inclusion of anti-caking agents can have a significant impact on adhesive strength; therefore, it is essential to conduct adhesion strength tests prior to purchasing. Re-dispersible latex powder is widely used in the construction industry. In practical applications, various modification measures endow re-dispersible latex powder with distinct properties, such as water resistance, alkali resistance, abrasion resistance, stain resistance, and flexibility.
Website: www.elephchem.com
whatsapp: (+)86 13851435272
E-mail: admin@elephchem.com
In the synthetic rubber industry, SKYPRENE Chloroprene Rubber, manufactured by Tosoh Corporation, is recognized for its exceptional balance of oil resistance, chemical stability, and aging resistance. For technical engineers and procurement specialists, understanding the crystallization rate is critical, as it directly dictates the material's bonding strength, low-temperature flexibility, and processing cycle efficiency.
1. The Role of Crystallization in CR Performance
Crystallization in Polychloroprene is a reversible phase transition where polymer chains align into ordered structures.
High Crystallization Rate: Facilitates rapid cohesive strength development, making it ideal for contact adhesives. However, excessive crystallization can lead to "stiffening" at low temperatures.
Low Crystallization Rate: Ensures long-term flexibility and better performance in cold environments, preferred for molded rubber parts like seals and gaskets.
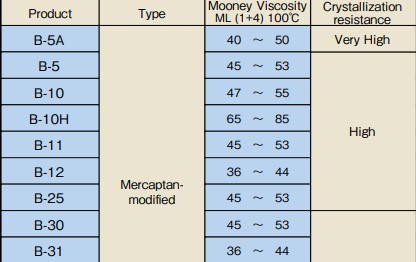
2. Technical Parameter Comparison: Skyprene Series
The following table summarizes the physical properties and crystallization tendencies of standard Skyprene grades.
Grade-Specific Analysis and Applications
Low Crystallization Grades (Skyprene B-10)
These grades are modified to inhibit the alignment of polymer chains.
Key Advantage: Excellent resistance to hardening at sub-zero temperatures.
Target Application: Essential for seismic isolation bearings and outdoor waterproofing membranes where the material must remain elastic over decades of exposure.
Balanced General-Purpose Grades (Skyprene B-30 / B-31)
Representing the "Goldilocks" zone of the series, these grades offer a moderate crystallization profile.
Performance: They provide sufficient green strength during manufacturing without compromising the flexibility of the finished part.
Target Application: Widely used in automotive timing belts and industrial hoses where both mechanical durability and fatigue resistance are required.
High Crystallization Grades (Skyprene G-40 / Y-Series)
High-crystallization grades are designed for applications where immediate structural integrity is required upon cooling or solvent evaporation.
Performance: These grades exhibit rapid "grab" or tackiness.
Target Application: The preferred choice for high-performance contact adhesives used in footwear, furniture, and construction bonding.
3. Influencing Factors: Molecular Weight and Additives
Research indicates that the crystallization kinetics of Skyprene can be further optimized:
Molecular Weight Distribution: Higher molecular weight typically correlates with increased mechanical strength but requires precise temperature control during processing to manage the crystallization window.
Nucleating Agents: The introduction of specific fillers (e.g., Nano-Silica) can act as nucleating sites, accelerating crystallization in fast-setting grades without significantly degrading the rubber's aging properties.
Thermal History: Processing temperatures and cooling rates are pivotal. Rapid cooling can sometimes "freeze" the amorphous state, while controlled annealing promotes stable crystalline regions.
Selecting the correct Skyprene CR grade requires a trade-off between processing speed and end-use flexibility. For dynamic components in cold climates, slow-crystallizing grades are non-negotiable. Conversely, for assembly-line bonding where throughput is king, high-crystallization grades provide the necessary efficiency. As a leading supplier in the industrial chemical sector, ElephChem provides comprehensive technical data sheets (TDS) and professional consultation to help you match the specific Skyprene grade to your engineering requirements.
Website: www.elephchem.com
whatsapp: (+)86 13851435272
E-mail: admin@elephchem.com
In modern construction and industrial sectors, polymers play a vital role in improving product durability, flexibility, and performance. One of the most commonly used polymers in these industries is re-dispersible polymer powder (RDP). Whether you are in the construction, adhesive manufacturing, or coatings industry, it's essential to understand the manufacturing process of RDP polymer powder and its impact on price.
1 What is RDP powder?
Re-dispersible emulsion (RDP) is a dry powder made from synthetic polymers, typically including styrene-acrylic acid, vinyl acetate, or ethylene-vinyl acetate, all components of latex emulsions, but with Vinyl acetate-ethylene copolymer emulsion (VAE emulsion) as the primary base material. The polymer particles exhibit excellent redispersibility. Therefore, RDP has unique value in many applications. RDP powder is commonly used as an additive in cement-based formulations such as tile adhesives, plaster, and cement-based grouts. When mixed with water, the polymer particles redisperse and form a thin film, significantly improving flexibility, adhesion, and water resistance.
2 What are the uses of RDP powder?
Tile Adhesives and Mortars
The construction industry is a major user of RDP powder. It is commonly used in tile adhesives and mortars to improve the bond strength between tiles and substrates. This redispersible polymer powder provides adhesives with the necessary flexibility and tensile strength, making them more effective in areas exposed to moisture or high thermal stress. It helps improve the open time, flowability, and workability of mixtures.

Plain Plasters and Putty
In plastering, mortar, and paint, RDP powder improves the durability and flexibility of materials, enhancing their crack resistance and shrinkage resistance. It also improves water retention during the curing process of cement-based products.
Waterproofing Solutions
RDP powder can also be used in waterproofing coatings to improve adhesion to a variety of surfaces, especially when using materials such as concrete. The moisture-proof properties of this polymer make it effective in both outdoor and indoor waterproofing applications.
Emulsions and Coatings
In paints and coatings, RDP powder helps improve flowability, film formation, and adhesion, especially in water-based coatings. It helps form a smooth, consistent coating and improves the weather resistance and abrasion resistance of coatings.
Self-leveling compounds
RDP powder is often incorporated into self-leveling compounds to enhance its applications and performance. This additive helps create smooth, durable, and crack-resistant surfaces.
3 What is the production process for RDP powder?
The production of RDP powder involves several key steps to ensure the final product meets required specifications. These processes generally fall into the following stages:
Polymer Emulsion Preparation
The first step in the RDP production process is the preparation of a polymer emulsion. The emulsion is formed under controlled conditions by polymerizing a mixture of raw material monomers such as vinyl acetate, styrene, and acrylates. The aim is to form a stable latex emulsion, which is then converted into powder.
Spray Drying
After emulsion preparation, the next step is spray drying. This involves spraying the liquid polymer emulsion into a hot gas stream, converting it into powder. As the emulsion droplets dry, they form solid polymer particles. This drying process is crucial for the redispersibility of the polymer and is therefore a key stage in the production of RDP powder.
Particle Size and Sorting
After the polymer powder is produced by spray drying, it must be sorted according to particle size. Different applications require different particle sizes. More uniform particle size improves the processability and performance of the final product, especially in cement-based applications.
Mixing and Quality Control
After particle size standardization, RDP… The powder will be mixed to ensure consistency. At this stage, any additives, such as stabilizers, surfactants, and anti-caking agents, may be added to improve the powder's shelf life, dispersibility, and compatibility with various substrates. Strict quality control procedures ensure the powder meets industry standards in terms of performance, safety, and consistency.
Packaging
Finally, the RDP powder is packaged in sealed containers, typically large bags or bulk bags, to prevent moisture absorption and ensure it remains dry during storage and transportation.
4 RDP Polymer Powder Price Analysis
Besides the RDP powder production process described above, many other factors influence the price of RDP products and must be considered when making purchasing decisions.
Raw Material Costs
The price of RDP polymer powder is largely influenced by the cost of raw materials used to produce the polymer emulsion. Monomers such as vinyl acetate, styrene, and acrylic acid are derived from petrochemical products, so fluctuations in oil prices have a significant impact on production costs. When oil prices rise, raw material costs also increase, leading to higher RDP prices.
Production Process Efficiency
The efficiency of the production process also affects RDP prices. Final Cost of Powder. More advanced production technologies ensure consistent particle size and increase yield, thereby reducing production costs. Furthermore, companies operating at large scale can benefit from economies of scale, thus lowering prices for bulk buyers.
Transportation and Packaging
Given that RDP powder is typically sold in bulk, transportation costs can be a significant factor influencing pricing. The distance between the production plant and the end user, as well as the mode of transportation, both affect the overall price of the product. Additionally, packaging (especially for small batches) also increases the final cost.
Market Demand and Competition
As with any product, supply and demand dynamics play a crucial role in determining the price of RDP powder. If supply falls short of demand, or the number of manufacturers in the market decreases, prices will rise. Conversely, intense competition among suppliers or new production capacity can drive prices down.
Quality and Applications of RDP
The price of powder also varies depending on its application and quality. High-quality polymers designed for specific applications (such as those used in advanced adhesives or waterproofing compounds) are typically more expensive. Furthermore, some products may undergo additional steps in the production process, such as the addition of additives to enhance certain properties, which also increases costs.
Geographic Location
Finally, the buyer's geographic location also affects pricing. In regions where raw materials need to be imported or local production is limited, RDP powder prices may be higher. This is because logistical and supply chain challenges lead to increased costs.
Environmental Policies and Energy Consumption
RDP production falls under the chemical industry, and the spray drying stage is extremely energy-intensive (requiring significant amounts of heat). Fluctuations in electricity and natural gas prices, as well as carbon emission restrictions, are increasingly becoming a significant part of the cost structure.
Brand Premium and Technical Support
International leading brands (such as Wacker and Celanese) are generally more expensive than smaller local manufacturers. This is not only due to quality but also includes the application lab support and formulation optimization services they provide.
Website: www.elephchem.com
whatsapp: (+)86 13851435272
E-mail: admin@elephchem.com
PVC and Ethylene Vinyl Acetate (EVA) are two widely used polymer materials with different performance characteristics and application areas. This article will comprehensively analyze the performance characteristics of PVC and EVA from multiple perspectives to discuss which material is better.
1. Performance Characteristics of PVC
PVC, or polyvinyl chloride, is a polymer compound with excellent electrical properties, mechanical properties, chemical stability, and abrasion resistance.

Main advantages include:
Good Electrical Insulation: PVC has good electrical insulation properties, with low dielectric constant and dielectric loss, and also high arc resistance. These excellent electrical properties make PVC widely used in the electronics field, such as in the manufacture of wires and cables, and capacitor casings.
Excellent Mechanical Properties: PVC has high tensile strength, flexural strength, and impact strength, as well as good abrasion resistance and weather resistance. These excellent mechanical properties make PVC widely used in various fields, such as in the manufacture of pipes, doors and windows, and flooring.
Good Chemical Stability: PVC has good resistance to most organic solvents and acids and alkalis. This chemical stability makes PVC widely used in the chemical field, such as in the manufacture of laboratory equipment and chemical piping.
Good abrasion resistance: PVC products have high surface hardness, thus exhibiting good abrasion resistance. This allows PVC products to be used for extended periods in harsh environments, such as factories and mines.
However, the environmental friendliness of PVC products has been controversial. This is because the production and use of PVC generate some harmful substances, such as dioxins and vinyl chloride monomer. These substances pose potential hazards to human health and the environment.
2. Performance Characteristics of EVA
EVA, or ethylene-vinyl acetate copolymer, is a polymer material with excellent flexibility, abrasion resistance, water resistance, and antibacterial properties.

Main advantages include:
Good flexibility: EVA (such as EVA 5110J) has excellent flexibility, allowing it to be bent without easily breaking. This makes EVA widely used in applications requiring frequent bending, such as in the manufacture of athletic shoe soles and sealing strips.
Good abrasion resistance: EVA (such as EVA V6110S) products have moderate surface hardness, thus exhibiting good abrasion resistance. This allows EVA products to be used for extended periods in harsh environments, such as factories and mines.
Good Water Resistance: EVA possesses excellent water resistance, effectively preventing moisture penetration. This makes EVA widely used in applications requiring waterproofing, such as raincoats and waterproof shoes.
Good Antibacterial Properties: EVA has certain antibacterial properties, effectively inhibiting bacterial growth and reproduction. This makes EVA widely used in applications requiring antibacterial properties, such as medical devices and food packaging.
However, EVA has poor high-temperature resistance, easily deforming and decomposing at high temperatures. This limits its application in some high-temperature fields.
3. Application Areas of PVC and EVA
Because PVC and EVA have different performance characteristics, their application areas also differ. PVC is mainly used to make wires and cables, pipes, doors and windows, flooring, etc., while EVA is mainly used to make sports shoe soles, sealing strips, raincoats, waterproof shoes, etc. In applications requiring multiple properties, such as medical devices and food packaging, PVC and EVA are sometimes blended or compounded to improve product performance.
In conclusion, PVC and EVA each have their advantages and disadvantages, and which material is better depends on the specific application and requirements. When choosing between PVC and EVA, it is necessary to comprehensively consider factors such as product performance and environmental friendliness to select the most suitable material to meet the application requirements.
Website: www.elephchem.com
whatsapp: (+)86 13851435272
E-mail: admin@elephchem.com
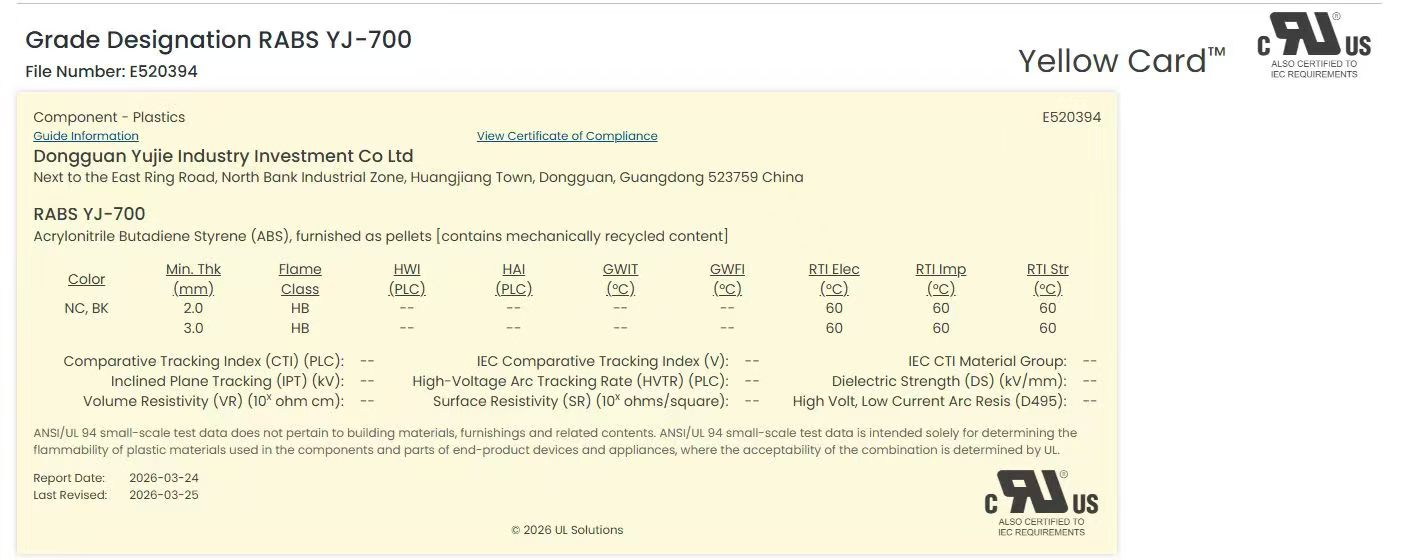
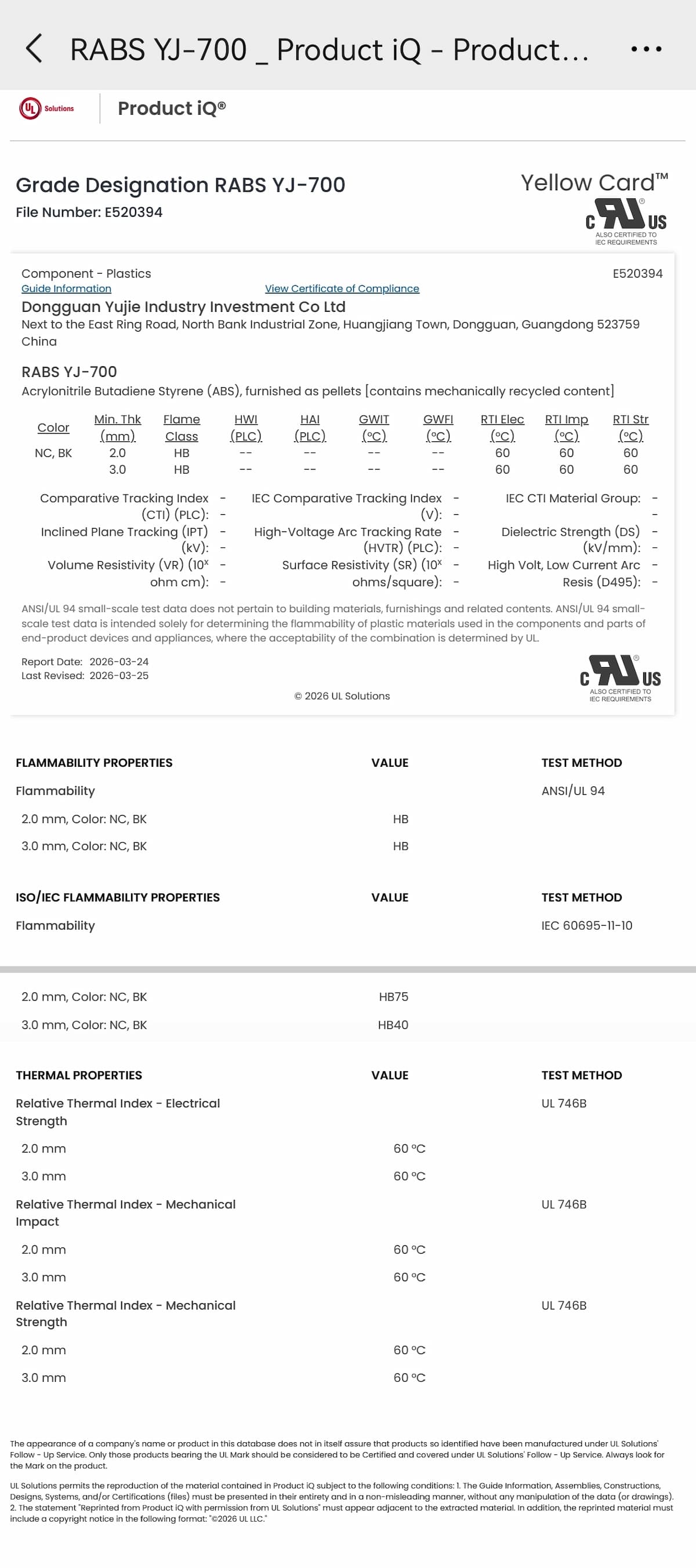
Congratulations
After numerous setbacks, Yujie Industry has finally obtained the first PCR series RABS and UL 94 yellow card. It has achieved global certification!
Yujie Industry is dedicated to providing professional and high - quality PCR innovative modified plastics. #RABS #PCR #UL 94 yellow card #UL certification
Please feel free to contact us. Thank you.
Best Regards
William Chen
Yujie website: www.yujiepcr.com
Email :13030895350@163.com
Whatsapp/Wechat : +86 13030895350




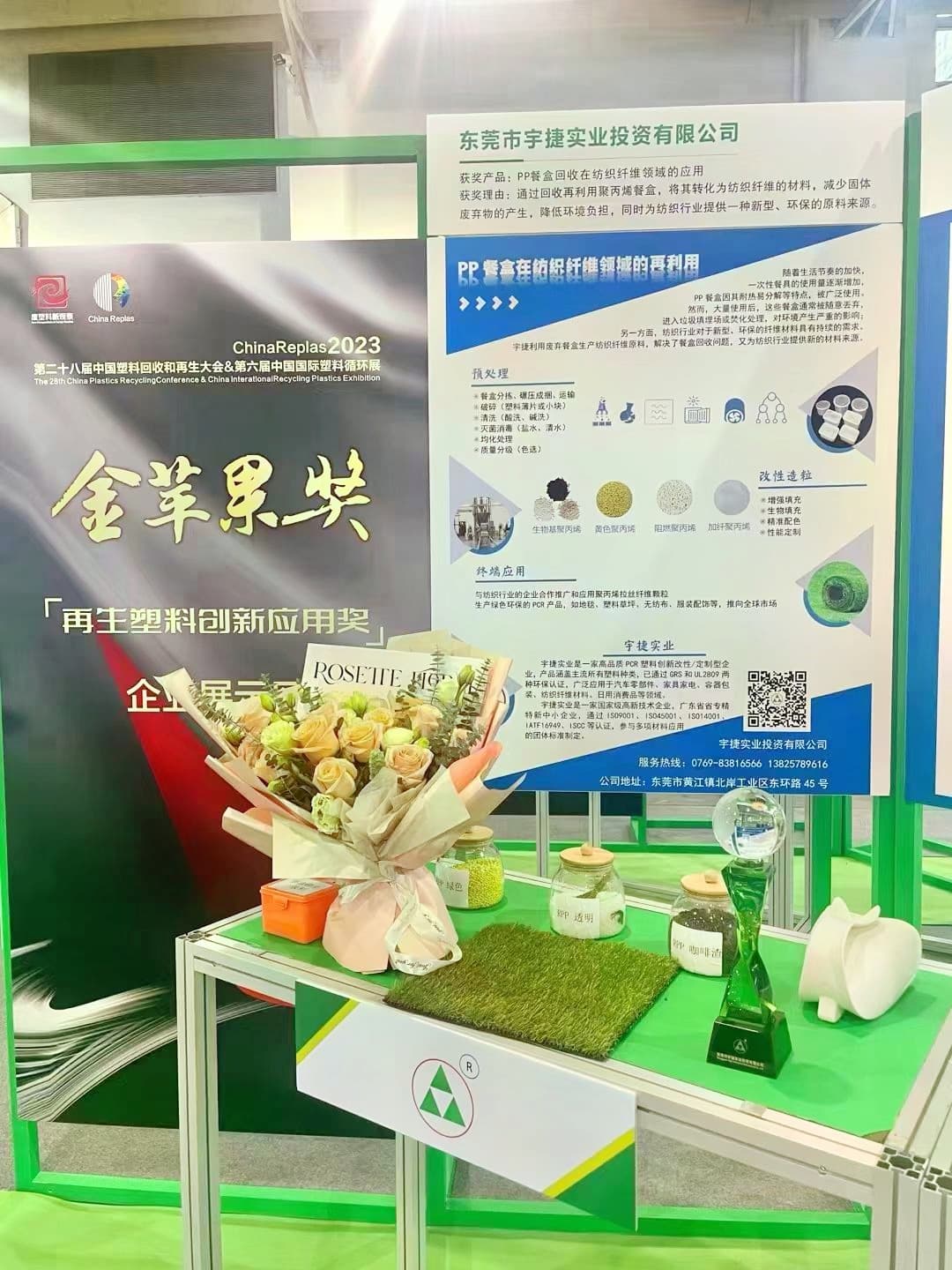
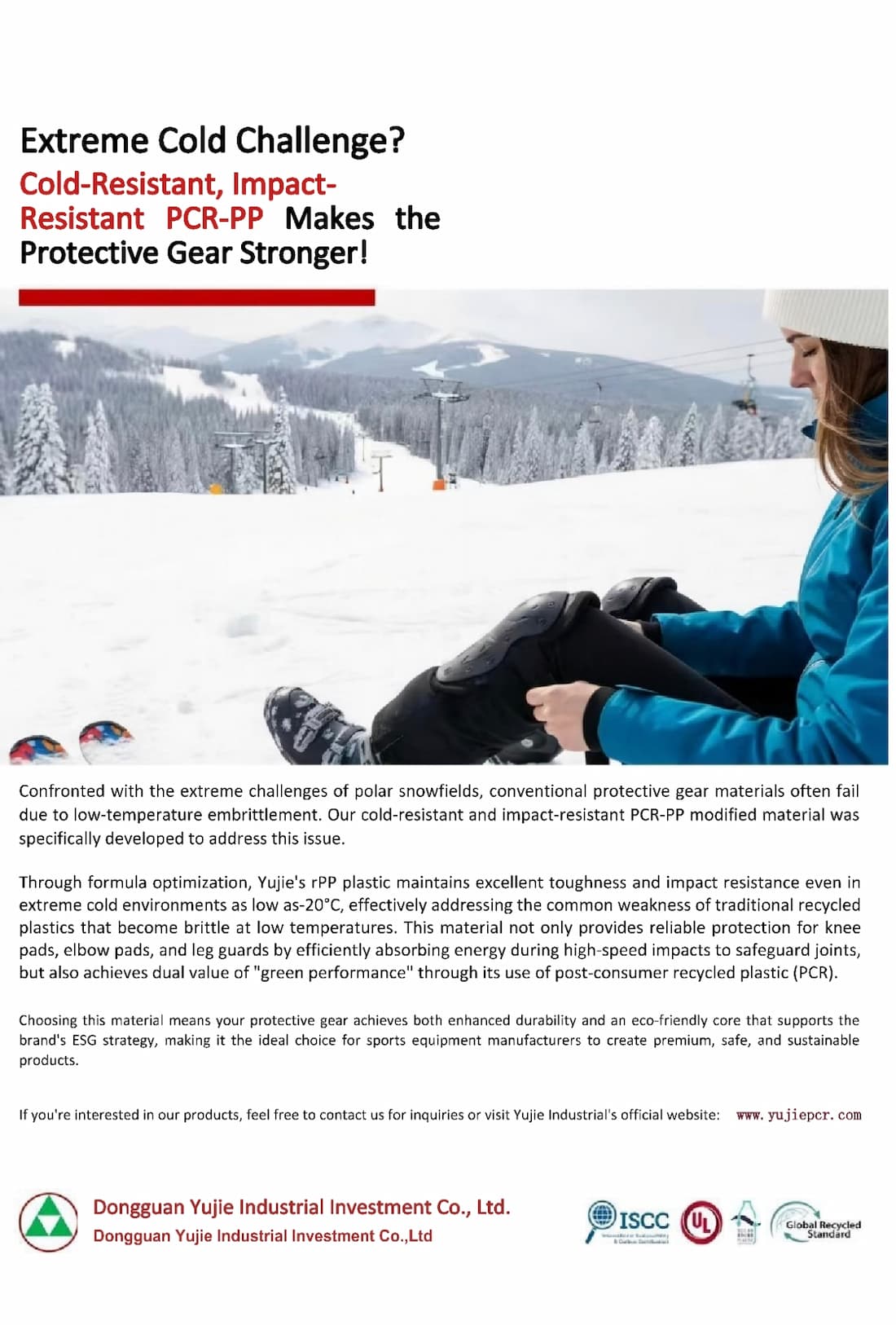
Yujie Industrial recycling of discarded takeout containers, resulting in the modification and application of Recycled PP pellets (PCR-PP Post consumer recycled PP granules) , a key plastic raw material.
The Recycling Journey of Takeout Containers: From White Pollution to Recycled Polypropylene Granules Comparable to Raw Materials.
Polypropylene can be classified into five categories according to processing requirements:
Film Grade, Injection Grade, Pipe Grade, Fiber Grade, and Yarn Grade. In PCR-PP applications, the first three are well-established, with relatively standardized processes and widespread application, resulting in high familiarity. The latter two are used only in specific scenarios and fields, requiring different processing techniques for different products.
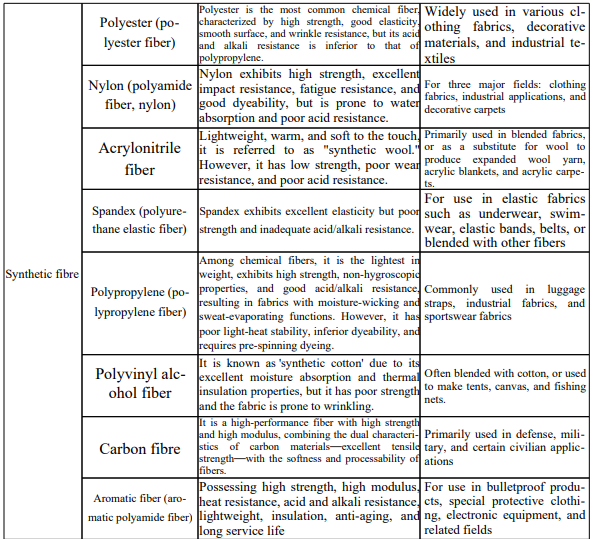
I. Fiber Grade PCR-PP(Post consumer recycled PP pellets): Polypropylene fiber, also known as polypropylene fiber, comes in long fiber, short fiber, spunbond nonwoven fabric, meltblown nonwoven fabric, and other types. Compared to other fibers, polypropylene fiber possesses the lightest, warmest, and most hydrophobic properties. Its fiber density is only 0.91 g/cm³, the lowest among the five major synthetic fibers, and approximately 34% lighter than polyester fiber. Polypropylene fiber has a thermal insulation rate of 36.49%, the highest among the five major synthetic fibers, 1.7 times that of polyester. Its standard moisture regain is almost zero, exhibiting the best hydrophobic and moisture-wicking properties. Simultaneously, polypropylene fiber has good acid and alkali resistance and heat aging resistance. With appropriate modification, it can produce high-performance weather-resistant, heat-resistant, and acid and alkali-resistant polypropylene fibers, widely used in concrete, geotextiles, sanitary materials, sportswear, and carpets.
Long fibers can be divided into ordinary long fibers and fine denier long fibers. Fine denier polypropylene fibers, with a fineness ≤2.2 dtex, possess good luster, soft hand feel, excellent drape, and low density, making them suitable for the knitting industry. They can be interwoven with cotton, viscose, silk, spandex, etc., to create cotton-covered polypropylene and silk-covered polypropylene products, ideal materials for high-end sportswear and T-shirts.
They can also be used to produce bulked continuous filament (BCF), with wide applications in decoration and clothing.Currently, 90% of global carpet backing and 25% of carpet yarn are made from polypropylene fibers.

The resulting fine denier polypropylene fibers have a good hand feel, soft texture, and gentle luster; their wicking effect gives them moisture-wicking properties.
The production process for short fibers mostly employs porous, low-speed, continuous processes, i.e., short-fiber spinning. Polypropylene short fibers blended with cotton can be used to make polypropylene-cotton fabrics and sheets; blended fibers with viscose can be used to make blankets; and pure polypropylene and blended yarns are also available. The fiber thickness for hygiene products is 1.5-2.5 dtex, while the fiber thickness for ground fabrics is 5-10 dtex.
Spunbond nonwoven fabric, also known as filament nonwoven fabric, is made by extruding, spinning, stretching, web-laying, and bonding polypropylene raw materials. It features a short process, low cost, high productivity, excellent product performance, and wide range of applications. Polypropylene nonwoven fabric is widely used in various fields of production and daily life (such as disposable medical and hygiene products, disposable protective clothing, agricultural fabrics, furniture fabrics, and shoe linings).
Meltblown nonwoven fabric technology produces very fine fibers (down to 0.25 μm). Meltblown fabric has a large specific surface area, small pores, and high porosity, thus its filtration, shielding, and oil absorption properties are difficult to achieve with nonwoven fabrics produced by other individual processes. Meltblown nonwoven fabric is widely used in medical and hygiene products, thermal insulation materials, and filter materials. Meltblown fabric is "blown" out, using a high-speed stream of hot air to stretch the polymer melt extruded from the spinneret, forming ultrafine fibers that are collected on a wire mesh or roller and bonded together. Therefore, the polypropylene used in medical and hygiene products is mainly high melt index polypropylene fiber.
In addition, polypropylene fibers are also well-suited for producing home carpets. Pile carpets are generally made from low-twist polypropylene fibers. These carpets offer properties such as heat insulation, insect resistance, easy washing, low shrinkage, and lightweight, making them ideal for home use.
Artificial turf is another application of polypropylene fibers. A plastic lawn or a pile artificial turf (called chemical grass) is made by looping polypropylene flat filaments. These artificial turfs are used in stadiums along highways, central squares, transportation hubs, and other scenic areas. Polypropylene fibers have relatively low sun resistance, so UV absorbers are added during manufacturing.
II. Filament-Grade PCR-PP(Post consumer recycled PP pellets)
Generally speaking, filament-grade RPP is mainly used in the plastic weaving industry. It is corrosion-resistant, non-absorbent, and has excellent tensile strength, making it particularly suitable for packaging bags such as FIBCs, woven bags, and heavy industrial cement bags.

Filament-grade HDPE is used for cables, nets, etc., while yarn-grade PP is used for fabric ropes, woven bags, (for sunshade or covering) tarpaulins, carpet backing (base fabric), FIBCs, tarpaulins, and rope production. These products are mainly used for packaging grains, fertilizers, cement, sugar, salt, industrial materials, and minerals.


Filament-grade PP is a major raw material for woven products. Because its processing technology is the easiest to control, most new plants produce filament-grade PP during commissioning. Its production processes mainly include liquid-phase bulk method, gas-phase method, and a combination of liquid-phase bulk and gas-phase methods. The properties and structure of PP filament-grade PP produced by different processes also vary. The melt flow index (MFI) of fiber-grade PP has a reference range of 2.5-3.5 g/10 min. Besides its application in woven product manufacturing, it can also be used to produce thick and glossy BOPP films, and can be blended with injection molding materials to produce injection molded products.
Thank you for reading!Thank you for your support!
Yujie Industrial website : www.yujiepcr.com Email: 13030895350@163.com
Please feel free to contact us : William Chen Whatsapp/Wechat: +86 13030895350
If this article was helpful, please forward and share it.
Follow us to learn more about plastics, master green information.
Share low-carbon and environmentally friendly concepts to make our lives healthier!
Yujie Industry has always put its business philosophy of "Quality, Responsibility, Innovation, and Sharing" into practice, adhering to the social belief of "Win-Win Cooperation and Eternal Integrity," and is committed to becoming a socially responsible and trustworthy high-quality enterprise.

Technical seminar on the national standard "Data Collection and Usage Specifications for Trustworthy Traceability System of Recycled Materials" was held in Beijing today.
A national standard technical seminar on the "Data Collection and Usage Specifications for a Trustworthy Traceability System for Recycled Materials" was held in Beijing on January 29, 2026.
The seminar aimed to discuss the core technical aspects of the standard, promote the standardization of data collection and use for recycled material traceability, and support the development of the circular economy.

Key Points of the Seminar
- Organization Background: Organized by the Digitalization Working Group of the National Plastics Standardization Technical Committee and other organizations, the seminar focused on data standardization issues related to the entire recycled material traceability chain.
- Core Topics: Discussion of key aspects including the standard framework, data collection scope, data format, usage rules, security and privacy protection, and adaptation to traceability technologies (such as blockchain and digital tags).
- Participants: Representatives from enterprises, research institutions, testing and certification bodies, and industry associations across the recycled materials industry chain were present to contribute suggestions for improving the standard.
- Significance: The seminar helps address the industry pain points of "unclear origin and uncontrollable destination" of recycled materials, provides technical support for enterprise compliance and market acceptance, and promotes the application of recycled materials and the construction of a green supply chain.
Overseas customers stock up on goods before the Chinese New Year.We are going to export 25 containers of PCR plastic materials within a week!
Yujiepcr modified plastics materials has been successfully exported to more than ten countries and regions.
Yujiepcr plastic are widely used in products such as non - woven fabrics, auto parts, and electrical appliance casings.
Yujie industrial serve many world-renowned brands, such as IKEA, Walmart, TTI, Yao Ming Ribbon, and Deli Stationery...
Best regards,
We can modified and customized for you .
Please feel free to contact us. Thank you !
Yujiepcr website: www.yujiepcr.com
William Chen Whatsapp/Wechat: +8613030895350 Email:13030895350@163.com


Bio-based materials are materials prepared from renewable biomass (plants, microorganisms, waste oils, etc.) through bioconversion, chemical synthesis, or physical processing.
Bio-based products are wholly or partly derived from materials of biological origin (such as plants, animals, enzymes, and microorganisms, including bacteria, fungi and yeast).
Their core characteristics are low carbon, renewability, and partial biodegradability.
They are used to replace petroleum-based materials, aligning with "dual carbon" (carbon dioxide, oil, and gas) and green supply chains.
I. Core Concepts and Common Confusions
- Bio-based ≠ Biodegradable: Bio-based depends on the source of the raw materials (renewable); biodegradable depends on whether it is decomposed by microorganisms after disposal (e.g., PLA requires industrial composting, while PHA can degrade naturally).
- Ideal type: Such as PLA and PHA, combining bio-based and biodegradable properties, achieving a closed-loop carbon cycle.
- Key indicators: Bio-based content (%), carbon footprint, low-carbon certifications such as ISCC/GRS, and performance matching (compared to petrochemical-based materials).
II. Mainstream Categories and Characteristics
Category | Raw Material | Performance | Typical Application
PLA (Polylactic Acid) | Corn/Sugarcane | Transparent, good rigidity, heat resistant to approximately 60℃ | Packaging, tableware, 3D printing
PHA (Polyhydroxyalkanoate) | Microbial fermentation | Naturally degradable, biocompatible | Medical consumables, food contact
Bio-based PP/PE | Waste oil/Starch | Consistent with petrochemical-based properties, low carbon | Automotive interiors, packaging films
Bio-based PA | Castor oil/Bio-based dicarboxylic acid | High strength, wear-resistant | Automotive parts, electronic casings
Starch-based Plastics | Starch + Biodegradable polyester | Low cost, biodegradable | Disposable daily necessities
III. Core Process Paths
1. Bioconversion: Fermentation/Enzyme catalysis (e.g., starch → lactic acid → PLA, microbial synthesis of PHA).
2. Chemical Synthesis: Biomass → Platform compound (ethanol/succinic acid) → Polymerization (e.g., bio-based PE).
3. Physical Modification: Blending/Filling (e.g., starch + PLA to improve toughness and reduce cost).
IV. Market and Competition (2025 projections)
- Scale: Global bio-based plastics production is approximately 12 million tons, with China accounting for approximately 4 million tons; Bio-PP/Bio-PE accounts for approximately 30% (global ≈ 3.6 million tons, China ≈ 1.2 million tons).
- Market Structure: First tier (Borealis, BASF, etc., single-plant capacity > 300,000 tons); Second tier (Yujie, Jindan, etc., 50,000-100,000 tons); Third tier (small and medium-sized manufacturers < 50,000 tons).
- Trends: Non-grain-based (waste oil/straw), performance-enhancing modification, cost reduction (economies of scale).
V. Application Scenarios and Customer Demands
- Packaging: Food/daily chemicals/express delivery, emphasizing low-carbon compliance, biodegradability, transparency, and airtightness.
- Automotive: Interior trim/lightweight components, requiring IATF 16949 compliance, low VOCs, and a 15%-30% reduction in carbon emissions.
- Medical: Syringes/sutures, requiring medical-grade, biocompatible, and absorbable materials.
- Home Furnishings/Electronics: Casings/accessories require UL/environmental certification, weather resistance/scratch resistance modifications.
- Core Requirements: Low-carbon compliance, performance standards met, stable supply, and traceable carbon footprint.
VI. Industry Challenges and Opportunities
- Challenges: Higher costs than petrochemical-based products (10%-50% premium); performance shortcomings in some categories (e.g., low heat resistance of PLA); unstable scale and raw material supply.
- Opportunities: Driven by EU CBAM and China's dual-carbon policies; mandatory green procurement by brands; cost reduction and efficiency improvement through non-grain technology breakthroughs.
VII. Yujie Industrial has the Differentiated Path
- Non-grain waste oil (gutter oil/waste palm oil) route, with a significant carbon footprint advantage.
- Bio-based + PCR composite, complete ISCC、GRS、OBP certifications, providing CBAM compliance data.
- Modification technologies (fiber reinforcement/fire retardancy/toughening), performance comparable to petrochemical-based products, suitable for multiple scenarios.
Yujie Industrial has the non-grain waste oil raw material has a unique pathway, complete ISCC certification, modification capabilities that meet the high-end needs of automobiles and packaging, and a carbon footprint advantage that aligns with "dual carbon" and the EU CBAM. It forms a green matrix with PCR/OBP and is associated with brands such as IKEA.
Thank you for reading.
Best regards,
We can modified and customized for you .
Please feel free to contact us. Thank you !
William Chen Whatsapp/Wechat: +8613030895350 Email:13030895350@163.com

- Bismaleimide Series2
- Cross-Linking agent / Vulcanizing Agent1
- Curing Agent1
- Engineering Plastic Pellets4
- Epoxy Resin2
- Ethylene-VinylAlcohol Copolymer(EVOH)1
- Fish Oil1
- Food Additives3
- Glucosamine1
- Heat-resistant modifier series1
- High Assay Quaternary Ammonium Compounds9
- Low Assay Quaternary Ammonium Compounds13
- Modified Polyvinyl Alcohol1
- Monomalemide Series2
- Other Surfactants/Catalysts8
- Plastic Random Packing1
- Plastic Structured Packing1
- Polyacrylamide1
- Polyurethane Resin2
- Polyvinyl Alcohol (PVA)2
- Power Coatings3
- Quaternary Ammonium Hydroxide4
- Special Quaternary Ammonium Compounds7
- TPU4
- Tertiary Amines1
- UV Ink1
- VAE Emulsion (Vinyl Acetate–ethylene Copolymer Emulsion)1
- aluminum paste1
- antiform2
- fire sleeve2
- resin2