N,N′-(4,4′-Diphenylmethane)Bismaleimide (BMI) manufactured by Yangchen Tech is a high-performance thermosetting resin used as a matrix in adhesives, composites, and electronic materials. It is valued in aerospace, automotive, electronics and other industries for exceptional thermal and mechanical properties. In its solid form it appears as a light-yellow powder .
The molecular structure features two maleimide end-groups linked by a diphenylmethane bridge, which creates a rigid, highly crosslinked network upon curing. This architecture gives BMI resin outstanding thermal stability and strength, making it ideal for high-temperature adhesives and composite matrices.
-
BISMALEIMIDE") N,N'-(4,4′-Diphenylmethane)BismaleimideWhatever you needs, Yangchen Tech is at your side.
N,N'-(4,4′-Diphenylmethane)BismaleimideWhatever you needs, Yangchen Tech is at your side. -
BISMALEIMIDE")
StructureWhatever you needs,Yangchen Tech is at your side. -
 StockWhatever you needs, Yangchen Tech is at your side.
StockWhatever you needs, Yangchen Tech is at your side.
Molecular structure of N,N′-(4,4′-diphenylmethane)Bismaleimide (BMI) – two maleimide rings (green) bridged by a phenyl-methylene unit. The rigid aromatic structure yields a very high glass transition temperature (Tg) – typically >260°C – and continuous-use stability up to ~200–230°C. By contrast, standard epoxy resins begin to soften above ~150–180°C. In practical terms, BMI-based adhesives and composites maintain structural integrity in severe heat (e.g. under engine hoods or in avionics) where epoxies would degrade. For example, a BMI adhesive film (Final Advanced Materials 307) is rated for long-term use to 240°C. This exceptional heat resistance ensures that bonded joints and composite parts retain stiffness and strength under prolonged high-temperature exposure.
Yangchen Tech’s BMI resin – a light yellow powder. This form (light-yellow granular powder) is convenient for formulation into adhesives and polymer matrices. According to Yangchen Tech, BMI resin has a melting point around 155°C and is insoluble in water/ethanol but soluble in solvents like acetone or DMF. These properties facilitate easy handling (dry powder blending) and processing (complete cure at 180–250°C) in industrial formulations.
Outstanding Chemical Resistance
BMI resins are inherently inert to a wide range of chemicals and solvents, making them suitable for harsh environments. The imide rings and aromatic backbone resist hydrolysis and chemical attack. For instance, Yangchen Tech notes the material “has excellent resistance to a variety of chemical solvents and corrosive substances”. In practical tests, a BMI adhesive film (Final Advanced 307) showed “very high” resistance to strong acids (sulfuric, phosphoric, pH=1 at 60°C) and polar solvents (acetone, MEK, NMP). It also bonds well to chemically inert substrates (Al, PTFE, glass). By comparison, many epoxy or polyurethane adhesives can be degraded by strong solvents or acids; BMI-based systems maintain performance where epoxies cannot. This broad chemical stability means BMI adhesives and coatings last longer in aggressive media – e.g. chemical processing equipment or automotive under-hood components – and require less frequent maintenance.
Key features of BMI resin include:
- Solvent Resistance: Excellent stability in ketones, esters and other organics. Final Advanced Materials reports its BMI adhesive is rated “very resistant to various chemicals”.
- Acid/Alkali Resistance: Effective stability in strong acids (tested at pH 1); alkali resistance is also generally high (though surface prep may be needed).
- Low Moisture Uptake: BMI absorbs <1% water, preserving insulating and mechanical properties in humid environments (important for electronics and outdoor composites).
These features allow BMI formulations to be used as durable insulation varnishes, chemical-resistant coatings, and structural adhesives in corrosive settings. As one application note states, BMI’s chemical inertness “extends the service life” of equipment in oil & gas, marine or chemical industries.
Any technical requirements,welcome to contact us!
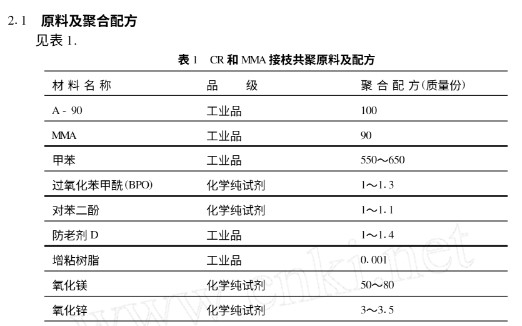
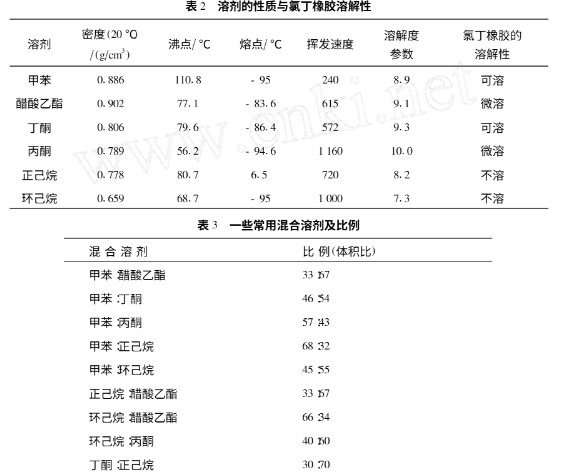
Let's talk about the function of Rubber Vulcanizing agent HVA-2 (PDM) HVA-2 manufactured by Yangchen Tech 1. As a multifunctional rubber additive, HVA-2 can be used as both a vulcanizing agent and a co-vulcanizing agent in peroxide systems during rubber processing. It can also serve as a scorch retarder. It is suitable for general-purpose rubber, specialty rubber, and rubber-plastic hybrid systems. 2. In natural rubber, when combined with sulfur, it prevents reversion, improves heat resistance, reduces heat buildup, resists aging, and enhances rubber-cord adhesion and vulcanized rubber modulus. Used in rubber components such as shoulder rubber and cushioning media in load-carrying tires, it can address the shoulder void problem in bias-ply truck tires. It can also be used in large-format, thick-walled natural rubber products and various rubber miscellaneous products. 3. As a co-vulcanizing agent in specialty rubbers such as fluoroprene, fluorosulfonated polyethylene rubber, styrene-butadiene rubber, nitrile rubber, isoprene rubber, butyl rubber, bromobutyl rubber, acrylic rubber, silicone rubber, and rubber-plastic blends, HVA-2 4. HVA-2 is a sulfur-free vulcanizing agent. It can replace all slag-containing vulcanizing agents such as those in cable rubber, and solves the problem of copper wire and copper electrical appliances being polluted by sulfur generated by connecting sulfur. If you have any technical questions about HVA-2 ,pls contact us! N,N'-(4,4'-diphenylmethane)bismaleimide is an aromatic bismaleimide resin known for its excellent high temperature resistance and mechanical properties. It is a high melting point yellow powder with strong chemical resistance.In the electronics field, BMI resins manufactured by Yangchen tech is used to make heat-resistant laminates and electrical insulation materials for harsh conditions (H/F grades). In contrast, traditional epoxy resins are widely used in PCB laminates and adhesives due to their low cost and ease of use, but they begin to lose strength and degrade at high temperatures. This blog compares the material properties and application differences of 4,4′-bismaleimide (BMI) and epoxy resins in electronic devices. The rigid, highly conjugated structure of N,N'-(4,4'-diphenylmethane) bismaleimide gives it a high melting point (about 150-160°C) and glass transition temperature. It is almost insoluble in water/ethanol, but soluble in polar organic solvents such as acetone or DMF. High curing temperatures (usually 200-250°C) make BMI crosslinked into a dense three-dimensional network structure with excellent thermal stability.Commercial systems usually mix BMI with vinyl or allyl comonomers (e.g. DABA, vinyl phenol) to improve toughness. Cured BMI is still harder and stronger than most epoxies at high temperatures. Technical Indicators Volatile ≤1mgKOH/g ≤1% >98% <300 S Totally soluble or a small amount of insoluble matter, transparent solution Property 4,4′-BMI (Bismaleimide Resin) Epoxy Resin Glass Transition (Tg) >200 °C (often ~250 °C); stable mechanical/dielectric at high temps ~100–150 °C; mechanical properties degrade above ~120 °C High-Temp Strength Retains strength up to ~250 °C Softens and may creep/fail well below 200 °C Mechanical Modulus Stiffer at all temperatures (especially when toughened) Less stiff overall; can be toughened but weakens at high temp Density Lightweight vs. metal; potentially lighter than epoxy formulations Lightweight vs. metal; but slightly denser than BMI in some cases Thermal Conductivity Poor conductor; can be filled for thermal applications Poor conductor; also fillable with ceramics or carbon Electrical Insulation Meets Class F/H (155–180 °C); suitable for motors, coils, high-temp circuits Often limited to Class B (130 °C); may not meet high-temp specs Flame Rating Inherently flame-retardant; low smoke/toxicity, fewer additives needed Needs more additives for flame retardancy High-grade AlN powder is the cornerstone of the aluminum nitride industry, characterized by low oxygen content, high specific surface area, narrow particle size distribution, excellent sintering activity, and moisture resistance. Oxygen Content in Powder This is a critical indicator for high-grade AlN powder. The oxygen in AlN primarily comes from surface-adsorbed oxygen, existing as a mixture of Al₂O₃ and AlOOH coating the powder particles. During sintering, oxygen easily diffuses into the AlN lattice, forming structural defects such as aluminum vacancies. These defects scatter phonons, reducing their mean free path and ultimately degrading the material's thermal conductivity. Specific Surface Area & Particle Size Distribution Generally, as particle size decreases and specific surface area increases, the powder's surface energy rises, enhancing its reactivity and sintering driving force. The specific surface area, dispersibility, particle size, and distribution are key factors determining densification and the final performance of sintered products. Other Impurities & Their Content Besides oxygen, other impurities can dissolve into the AlN lattice, introducing defects that further reduce thermal conductivity. Moisture Resistance AlN powder is prone to hydrolysis in humid air, reacting with water vapor to form Al(OH)₃ and NH₃, as shown in Equation (1). The loose byproducts fail to protect the powder, leading to continuous oxidation and even deterioration. Therefore, AlN powder must be stored in a dry, sealed environment. To improve storage, transportation, and usability, surface modification can enhance its hydrolysis resistance. AlN + 3H₂O → Al(OH)₃ + NH₃ (1) Conclusion With the advancement of semiconductors, aerospace, new energy, and 5G communications, thermal management in high-power and high-heat-flux devices has become a major challenge affecting performance and reliability. As a high-performance thermal conductive material, AlN is gaining broader applications. About Xiamen Juci Technology Co., LTD Xiamen Juci Technology Co., Ltd. is China's leading manufacturer of aluminum nitride (AlN) powder by production volume. Our high-purity aluminum nitride powder and customized AlN ceramic products deliver superior thermal conductivity and cost-effective performance, making them ideal for advanced thermal management applications. We specialize in innovative thermal solutions tailored for industries such as 5G communications, semiconductors, new energy, and aerospace, helping clients achieve optimal heat dissipation and system reliability. Media Contact: Phone: +86 592 7080230 Website: www.jucialnglobal.com Aluminum nitride (AlN) substrates possess ultra-high thermal conductivity, excellent electrical insulation, and thermal expansion properties similar to semiconductor materials like silicon wafers, making them widely applicable in the electronics packaging industry. The market leader in China for raw aluminum nitride powder is Xiamen Juci Technology Co., Ltd., with an annual production capacity of 700 tons of AlN powder. Xiamen Juci Technology primarily employs the carbothermal reduction method to produce high-purity electronic-grade aluminum nitride powder. The advantage of the carbothermal reduction method is its ability to utilize a wide range of raw materials (Al₂O₃) while maintaining stable process control. The principle of the carbothermal reduction process involves heating a uniformly mixed blend of Al₂O₃ and carbon in a nitrogen atmosphere. First, Al₂O₃ is reduced, and the resulting aluminum reacts with nitrogen to form AlN. The chemical reaction is as follows: Al₂O₃(s) + 3C(s) + N₂(g) → 2AlN(s) + 3CO(g). This method is simple, yields high-purity powder with small and uniformly distributed particle sizes, but requires a long synthesis time and high nitridation temperatures. Additionally, excess carbon must be removed after the reaction. Incomplete carbon removal leads to excessive residual carbon content in the aluminum nitride powder, which significantly impacts its performance. Excessive residual carbon content primarily affects aluminum nitride ceramics in the following ways: 1. Impact on the Sintering Process During the sintering of aluminum nitride ceramics, residual carbon content influences the densification and microstructure of the sintered body. Excessive residual carbon may lead to the formation of pores or cracks in the sintered body, thereby reducing the material's mechanical properties and thermal stability. 2. Impact on Thermal Conductivity The presence of residual carbon directly affects the thermal conductivity of aluminum nitride ceramics. Since carbon has much lower thermal conductivity than aluminum nitride, an increase in residual carbon content will reduce the overall thermal conductivity of the ceramic. 3. Impact on Mechanical Properties Residual carbon content also affects the mechanical properties of aluminum nitride ceramics, such as flexural strength and fracture toughness. Experimental studies have shown that as temperature decreases, aluminum nitride ceramics with an appropriate amount of residual carbon exhibit improved flexural strength and fracture toughness. However, excessively high residual carbon content may lead to internal stress concentration, thereby degrading mechanical performance. 4. Impact on Electrical Properties For applications requiring high electrical insulation, the presence of residual carbon may reduce the electrical insulation performance of aluminum nitride ceramics. Since carbon is inherently conductive, excessive residual carbon content increases the material's electrical conductivity, negatively impacting its use in electronic applications. About Xiamen Juci Technology Co., LTD Xiamen Juci Technology Co., Ltd. is the leading manufacturer of aluminum nitride powder in China in terms of output. The aluminum nitride powder and customized ceramics produced by Xiamen Juci Technology Co., Ltd. feature higher thermal conductivity and more competitive prices. We are committed to providing customers with advanced thermal management technologies and offering effective thermal management solutions for industries such as 5G, semiconductors, new energy, aerospace, etc. Media Contact: Phone: +86 592 7080230 Website: www.jucialnglobal.com In today's era of high-power, highly integrated electronics, aluminum nitride (AlN) ceramics have emerged as the packaging material of choice due to three core advantages. First, its exceptional thermal conductivity (170-210W/m·K) is 6-8 times higher than traditional alumina, effectively addressing thermal challenges in 5G base stations, electric vehicles, and other applications. Second, AlN's thermal expansion coefficient (4.5×10⁻⁶/℃) perfectly matches silicon chips, significantly reducing thermal stress and improving device reliability by over 10 times. Most importantly, as a non-toxic, environmentally friendly material, it completely avoids the safety hazards of beryllia while offering comparable thermal performance. Market data shows that AlN packaging can reduce power module operating temperatures by 30-45°C, extend lifespan by 2-3 times, and actually lower total costs by 15-30%. With the explosive growth of 5G, AI, and electric vehicles, AlN's penetration rate in high-end packaging is expected to exceed 40% within three years. For electronics manufacturers pursuing high performance and reliability, early adoption of AlN technology will be key to winning the next-generation product competition. We offer complete solutions from sample testing to mass production support to help customers achieve rapid technology upgrades. About Xiamen Juci Technology Co., LTD Xiamen Juci Technology Co., Ltd. is the largest manufacturer of aluminum nitride powder in China in terms of output. The aluminum nitride powder and customized ceramics produced by Xiamen Juci Technology Co., Ltd. feature higher thermal conductivity and more competitive prices. We are committed to providing customers with advanced thermal management technologies and offering effective thermal management solutions for industries such as 5G, semiconductors, new energy, aerospace, etc. Media Contact: Phone: +86 592 7080230 Website: www.jucialnglobal.com Chloroprene rubber (CR) is a synthetic rubber obtained by polymerization of chloroprene. It is widely used because of its excellent aging resistance, oil resistance, corrosion resistance and other properties. Polychloroprene Rubber CR2442 vulcanized rubber has good physical properties and can be used in many occasions (Such as chloroprene rubber adhesive). However, since the process of CR2442 in internal mixing, open mixing and vulcanization is not easy to master, the physical properties of the prepared vulcanized rubber are sometimes poor, which affects its production and application. 1. The influence of process parameters on the preparation of mixed rubber and vulcanized rubber 1.1 Internal mixer mixing process CR2442 has high requirements for the mixing process. When preparing CR2442 mixed rubber, the initial temperature, mixing time and rotor speed of the internal mixer have a great influence on the discharge temperature. The discharge temperature is an important parameter for measuring the mixing process. The optimal discharge temperature of CR2442 is 110℃. The order of adding various materials during the mixing process is also important. The correct way to add materials to CR2442 during the mixing process is: add CR2442 and small materials at the same time → add carbon black → add white carbon black and operating oil in sequence. 1.2 Mixing process of open mill After the mixed rubber prepared by the internal mixer is cooled, the vulcanization system is added on the open mill. The vulcanization system includes vulcanizing agent and accelerator. The correct way to add is to add accelerator first and then vulcanizing agent. When adding the vulcanization system to the mixed rubber on the open mill, it is generally required that there is accumulated rubber on the roller. With the shearing and extrusion of the open mill, the roller temperature will increase significantly. When the temperature of the rubber is too high, the rubber should be cut, pulled out and cooled, and then the rubber should be mixed after it is completely cooled. 1.3 Vulcanization process After adding the vulcanization system on the open mill, the rubber is cooled and placed for 16~24h before vulcanization. Since the CR2442 mixed rubber is easy to crystallize at low temperatures, it is generally necessary to perform indirect heating treatment in an oven. The vulcanization time of CR2442 was set to 30, 40, 50, 60, 70 and 80 minutes respectively. After many tests, it was found that the tensile strength and elongation at break of the vulcanized rubber were the largest when the vulcanization time was 60 minutes. Therefore, the optimal vulcanization time of CR2442 was determined to be 60 minutes. 1.4 Bonding operation In the process of bonding the mixed rubber and brass, the rubber is first cut into sheets with the same length and width as the mold. After the mold is preheated, the cut film is placed in the mold cavity. Since the mold is heated, placing it too slowly will cause early vulcanization of the rubber, reduce the fluidity of the rubber, make the bonding insufficient, and then reduce the bonding force. Therefore, the scorch time should be controlled to be much longer than the placement time of the film. 2. Influence of vulcanization system, reinforcement system and bonding system Vulcanization system: When CR2442 uses only zinc oxide and magnesium oxide for vulcanization, the resulting rubber's physical properties are worse compared to when zinc oxide, magnesium oxide, sulfur, and accelerator DM are used as a system. Reinforcement system: The reinforcement system of CR2442 is often based on carbon black and supplemented by white carbon black. Bonding system: Rubber as a single material can no longer meet the needs of society, and it is often necessary to bond rubber to metal to expand its scope of use. CR2442 is usually bonded to metal using a resorcinol-methylene-white carbon black-cobalt salt bonding system. 3. Conclusion When mixing, it's important to think about temperature, how long you mix, and how fast the rotor spins. Also, when you add the vulcanization system using the open mill, pay attention to the order you add things. The heat from the rollers can really change things.For vulcanization and bonding, if you make sure the scorch time is longer than it takes to place the sample, you can get better quality vulcanized rubber and better bonding with other types of materials. The CR2442 discharge temperature matters too. It's a good idea to add white carbon black as a reinforcement in CR2442. This helps control how fast vulcanization and bonding happen. Website: www.elephchem.com Whatsapp: (+)86 13851435272 E-mail: admin@elephchem.com Chloroprene rubber (CR) is one of the commonly used rubber varieties. The strength of vulcanized rubber without carbon black reinforcement can reach 28MPa, and the relative elongation is about 800%. It has the characteristics of oil resistance, flame resistance, oxidation resistance and ozone resistance. It is soluble in benzene and chloroform. It swells slightly but does not dissolve in mineral oil and vegetable oil. 1. Progress in CR Technology Abroad DuPont in the U.S. came up with a liquid method to make chloroprene from butadiene. This is safer than the gas method that was first used. It can produce higher yield products at a lower cost, improve safety, and reduce maintenance costs. In 1992, the company upgraded its monomer production line, moving from a single-loop control system to a computerized distributed control system. Recent progress in CR post-processing tech is apparent in the developments related to spiral extrusion dehydration and drying. Chloroprene latex and coagulant go into a screw extruder that has a specific design. The coagulated latex removes most of the water in the dehydration section of the extruder by the back pressure. The success of this process has created conditions for the industrial production of CR and asphalt and CR and short fibers, thereby increasing the operational flexibility and being able to handle CR varieties with poor freezing film-forming and tape-forming properties. In 1992, DuPont launched a series of elastomer masterbatches including CR with Kevlar (polyarylamide) short fibers as reinforcement materials, proving that this process has begun to be used in the production of blended products. There are hundreds of foreign brands. Companies in the United States and Japan have developed many high-performance special CR based on a series of mature brands. In order to improve the thermal stability of CR, Bayer has developed copolymers of chloroprene (CD) with carboxylic acid amide, carboxylic acid anhydride and (or) carboxylic acid monomers. These new CR also have better spraying and brushing characteristics. Denka Corporation of Japan has also improved traditional products and launched a new generation of CR (Denka chloroprene rubber). For example, the DCR 20 series. Tosoh Corporation of Japan is also developing special shock-absorbing CR, and has produced CR latexes with high softening temperature, good normal temperature and high temperature adhesive properties, high water resistance and stability (SKYPRENE Chloroprene Rubber). 2. Progress in domestic CR technology In 1958, Changshou Chemical Plant in Sichuan, my country built a device for producing CR by acetylene. The main CR production in China does not control the conversion rate, and many places use manual operations, which is basically a workshop-style production status. Besides the earlier producers of CR glue like Chongqing Changshou Chemical Co., Ltd., Shanxi Synthetic Rubber Company, Jiangsu Lianshui Chemical General Plant, and Tianjin Donghai Adhesives Company, Shandong Laizhou Kangbaili Glue Industry Co., Ltd. developed in October 2003 a new CR glue. They carefully chose and mixed the composite solvent. 3. Suggestions for the development of domestic CR industry For domestic carbon black firms, boosting investment in science and tech, along with adopting and assimilating advanced foreign tech, is key. These actions should lower consumption and costs, and it should raise acetylene use from 57% to over 70% quickly. To maintain the Mooney viscosity in current products, we will create new types. The focus will be on making functional latex, like carboxyl and copolymer latex. Our goal is to bring high Mooney, non-sulfur regulated WHV to industrial production. In the next few years, the market of CR in my country will be saturated, and relevant manufacturers can consider developing overseas markets. At present, the development trend of CR in the world is that the European and American markets are shrinking, while China, Eastern Europe, Russia and Southeast Asia are in the rising stage. CR can not only contend with imported goods locally, but can also progressively expand sales to North America, Eastern Europe, Russia, East Asia, and Southeast Asia. Website: www.elephchem.com Whatsapp: (+)86 13851435272 E-mail: admin@elephchem.com Chloroprene rubber adhesive is the largest and most widely used variety among rubber adhesives. It can be sorted into a few groups, like resin modified, filler, grafted, and latex types. Grafted chloroprene rubber adhesive, which is made mostly of chloroprene rubber and a grafted modifier, is known as easy to their usage, strong bonds, high initial adhesion, and many uses. As early as the 1950s, the shoemaking industry began to use chloroprene rubber adhesive. As shoemaking materials and styles change, standard chloroprene rubber adhesive may not be strong enough. This can cause the upper and sole of shoes, or composite soles, to separate. This issue harms shoe quality and limits growth in the adhesive shoe business. To solve this problem, we used a variety of graftable chloroprene rubbers at home and abroad as graft bodies and used MMA to study their grafting modification. 1 Grafting mechanism 2 Experimental part 2.1 Raw materials and polymerization formula 2.2 Polymerization Procedure Add CR to the solvent. Heat the solution to 50 °C and stir until the CR is completely dissolved. Raise the temperature to 80°C, and slowly add the MMA solution that contains BPO while stirring. Maintain the temperature and continue stirring until the viscosity reaches a suitable level (about 40 minutes). Immediately add hydroquinone to stop the reaction. Keep warm for 4 to 6 hours. After the reaction is complete, cool down to 40°C; add thickening resin, vulcanizing agent, antioxidant and filler, and finally keep warm for 2 to 3 hours, cool down to room temperature, and obtain the product. A small amount of toluene can be added to adjust the viscosity. The obtained graft copolymer (CR-MMA) is a brown-yellow transparent viscous liquid. The viscosity measures between 1000 and 1500 mPa·s. Solid content ranges from 15% to 25%, and the strength registers at 34 N/cm². 2.3 Product analysis 2.3.1 Determination of adhesive viscosity The viscosity value (mPa·s) was tested in a 25℃ constant temperature water bath using a rotary viscometer (Shanghai Optical Factory, NDI-1 type). 2.3.2 Determination of adhesive solid content The film after vacuum drying and constant weight of the adhesive was wrapped with filter paper and placed in a fat extractor. It was extracted with acetone in a 65℃ constant temperature water bath for 48 hours (to remove PMMA homopolymer in copolymerization). The solid content (W%) was calculated according to the following formula: W %=W2 / W1×100% Wherein, W1 is the mass of the grafted adhesive, and W2 is the mass of the film after vacuum drying and constant weight. 2.3.3 Determination of peel strength of artificial leather/artificial leather (PVC/PVC) bonded by adhesive The soft PVC sheet was wiped with acetone or butanone to remove the oil stains on the surface. The entire process was in accordance with GB7126-86. 3 Results and discussion 3.1 Solvent selection The solvent used in chloroprene rubber adhesive is very important. It affects the solubility of chloroprene rubber, the initial viscosity of the adhesive, stability, permeability to the adherend, bonding strength, flammability and toxicity, etc. Therefore, the selection of solvents should take into account many factors. Commonly used solvents include toluene, ethyl acetate, butanone, acetone, n-hexane, cyclohexane, solvent gasoline, etc. The test confirmed that when the solvent cannot dissolve chloroprene rubber alone, two or three solvents can be mixed in appropriate proportions to have good solubility, viscosity and low toxicity. 3.2 Effect of CR type and concentration on the performance of grafted products Different types of chloroprene rubber (CR) show differences in how quickly they form crystals and how deep their colors are. These factors can change how well the grafted materials initially stick together and how they look. Tests show that using Denka A120 Chloroprene rubber and Chloroprene Rubber SN-244X to graft chloroprene rubber results in good initial adhesion and color. The amount of CR does not change peel strength much, but it does affect how well copolymerization works. When the CR concentration is too high, that is, the viscosity is high, MMA is difficult to diffuse and has a strong tendency to self-polymerize. Maintaining the appropriate CR concentration is necessary; if it's too low, the MMA volume will be too small, which slows down the grafting copolymerization. CR concentration works best between 11% and 12%. 3.3 Effect of reaction time on the performance of grafted products Generally speaking, the longer the reaction time, the higher the grafting rate and viscosity value. At the beginning, the initial and final adhesion strengths increase with the extension of reaction time and the increase of viscosity. Extended reaction times coupled with high viscosity can actually reduce both initial and final adhesion. Experiments suggest reaction times should ideally fall between 3.0 and 5.0 hours. 3.4 Effect of reaction temperature on grafting reaction When the reaction temperature is lower than 70℃, the reaction is slow, which is due to the slow decomposition of BPO. Because BPO decomposes quickly above 90℃, leading to a rapid increase in viscosity and poorer processing, we set the reaction temperature between 80°C and 90℃. 4 Conclusion Our initial tests included scaled-up experiments and pilot production runs, which successfully yielded acceptable products. They were supplied to many leather shoe factories and achieved satisfactory results. The quality met the various standards required for shoemaking. CR-MMA grafted adhesive shows better peel strength on PVC artificial leather compared to regular CR adhesive used for boots.The addition of a small quantity of isocyanate (5-10%) can serve as a temporary curing agent. The -NCO group in the isocyanate then reacts with active hydrogen in the rubber, creating an amide bond. This reaction strengthens the rubber's internal structure, improving the overall bond strength. Website: www.elephchem.com Whatsapp: (+)86 13851435272 E-mail: admin@elephchem.com
Polyether Ether Ketone (PEEK) is a high-performance engineering thermoplastic known for its exceptional resistance to high temperatures, chemicals, and mechanical stress. It offers outstanding thermal stability with a continuous use temperature of up to 250°C, along with excellent chemical resistance against a wide range of aggressive substances.
Overview of PEEK Material
Definition and Chemical Structure
Polyetheretherketone (PEEK) is a high-performance specialty engineering plastic that belongs to the family of semi-crystalline aromatic polymers. Its chemical structure consists of repeating ether and ketone linkages arranged alternately, with benzene rings embedded in the molecular chain. This unique configuration endows PEEK with outstanding comprehensive properties. The molecular formula of PEEK is:
The presence of benzene rings contributes to its excellent thermal and chemical stability, while the ether and ketone groups provide flexibility and mechanical strength.
Processability of PEEK Material
Application Fields of PEEK Material

bismaleimide")


Appearance
Melting point
Acid value
Specification
Gel time 200℃
Toluene Solubility
Yellow powder
150-160℃


Xiamen Juci Technology Co., Ltd.
Email: miki_huang@chinajuci.com


Xiamen Juci Technology Co., Ltd.
Email: miki_huang@chinajuci.com

Xiamen Juci Technology Co., Ltd.
Email: miki_huang@chinajuci.com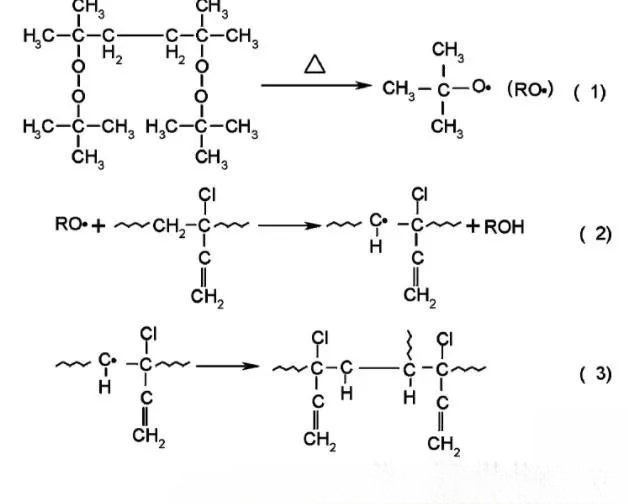
![]()

PEEK exhibits high mechanical strength and rigidity, maintaining dimensional stability and reliability even under extreme conditions. As a result, it is widely used across aerospace, medical devices, automotive, and electronics industries. In addition, its low coefficient of friction and superior wear resistance make it ideal for manufacturing precision components that require high durability and long-term performance.


Development History
The development of PEEK materials can be traced back to the 1970s. In 1978, the British company Imperial Chemical Industries (ICI) first synthesized PEEK and commercialized it in 1982. Initially, PEEK was primarily used in the aerospace industry due to its excellent high-temperature resistance, corrosion resistance, and high mechanical strength. It served as a lightweight alternative to traditional metal materials, effectively reducing the weight of aircraft. With continuous technological advancements and decreasing production costs, the application of PEEK has gradually expanded into various fields such as automotive, electronics, medical, and machinery.

Performance Characteristics of PEEK Material
Mechanical Properties
PEEK exhibits exceptional mechanical performance, making it ideal for demanding engineering applications.
High Strength and Modulus:
PEEK offers a tensile strength exceeding 100 MPa and a flexural modulus up to 3.5 GPa. These mechanical properties enable it to withstand heavy loads while maintaining structural integrity, even under extreme conditions.
Excellent Toughness and Impact Resistance:
With an elongation at break of around 20%, PEEK demonstrates remarkable toughness and impact resistance. It retains these properties even in low-temperature environments, making it suitable for aerospace and automotive applications where resistance to external shocks is critical.
Outstanding Wear Resistance:
PEEK's wear resistance is one of its most notable features. Under high-load and high-frequency friction conditions, its wear rate remains extremely low. For example, in automotive transmission gear applications, the wear of PEEK components is only about one-tenth that of traditional metal materials. This not only extends the service life of parts but also reduces maintenance costs.
Thermal Properties
PEEK's thermal performance is one of its core advantages, allowing for stable operation in high-temperature environments.
High Glass Transition and Melting Temperatures:
PEEK has a glass transition temperature (Tg) of approximately 143°C and a melting point (Tm) around 343°C. These values ensure excellent mechanical properties and dimensional stability at elevated temperatures without softening or deformation.
Thermal Stability:
PEEK maintains outstanding thermal stability during prolonged exposure to heat. It can withstand continuous operation at 200°C for over 1,000 hours with negligible loss in performance, making it ideal for high-temperature aerospace and electronic components.
Heat-Oxidation Resistance:
PEEK exhibits strong resistance to oxidative degradation in high-temperature air. Its oxidation induction time (OIT) spans several hours—significantly longer than most engineering plastics—helping to extend the material’s service life under thermal stress.
Chemical Resistance
PEEK offers exceptional chemical resistance, making it suitable for long-term use in harsh chemical environments.
Resistance to Acids and Alkalis:
PEEK resists corrosion from most inorganic acids and bases. For example, after being immersed in 10% hydrochloric acid or sodium hydroxide solution for 1,000 hours, it shows only a 0.5% change in mass. This allows PEEK to replace metals in the chemical industry for corrosion-resistant pipelines, valves, and other components.
Resistance to Organic Solvents:
PEEK is highly resistant to organic solvents such as toluene and ethanol. After 7 days of immersion in toluene, it retains more than 90% of its mechanical properties, making it highly suitable for electronics and pharmaceutical industries.
Hydrolysis Resistance:
PEEK performs well in hot water environments, maintaining around 80% of its tensile strength after 1,000 hours of immersion. This makes it ideal for use in medical devices and food processing equipment, where resistance to hydrolysis ensures long-term reliability.
Injection Molding
PEEK exhibits excellent injection molding properties, allowing efficient production of complex and high-precision components for a wide range of industries.
Processing Temperature Range:
PEEK typically requires an injection molding temperature between 360°C and 400°C. This high processing range ensures thorough melting and flow of the material while preventing thermal degradation.
Flowability:
PEEK has good melt flow properties, with a melt flow rate (MFR) ranging from 0.5 to 2.0 g/10min. This allows it to effectively fill intricate mold cavities and produce thin-walled, fine-structured parts.
Shrinkage Rate:
PEEK exhibits low shrinkage during injection molding—generally between 0.5% and 0.8%. This results in minimal dimensional changes upon cooling and ensures high dimensional accuracy, which is especially important for aerospace and electronic components.
Mold Requirements:
Due to its high processing temperature, molds used for PEEK need to be made from high-strength, heat-resistant steels, such as H13 or SKD61, and should be equipped with efficient cooling systems to optimize cycle times. Proper mold design can reduce the molding cycle by over 20%.
Application Example:
In the automotive industry, PEEK is injection molded to produce engine sensor housings. Its high strength and thermal stability ensure reliable operation under high-temperature, high-load conditions.
Extrusion Molding
PEEK extrusion molding is primarily used for manufacturing continuous products such as pipes, sheets, and films, offering high productivity and consistency.
Processing Temperature:
The typical extrusion temperature for PEEK ranges from 340°C to 380°C, ensuring good melt flow and formability during processing.
Extrusion Speed:
PEEK can be extruded at relatively high speeds. For instance, PEEK tubing can be produced at speeds of up to 10 meters per minute, supporting large-scale production.
Product Performance:
Extruded PEEK pipes and sheets offer excellent mechanical strength and chemical resistance. For example, PEEK tubing can achieve tensile strengths up to 120 MPa and is capable of transporting corrosive media such as strong acids and alkalis.
Application Example:
In the electronics industry, PEEK films are used as insulation layers due to their outstanding electrical insulation and thermal resistance. In flexible circuit boards, PEEK films can operate at temperatures up to 200°C while maintaining excellent dielectric properties.
Die Design:
The design of extrusion dies is crucial to the quality and performance of PEEK products. For example, tubing dies must precisely control the dimensions and gap between the die and mandrel to ensure uniform wall thickness and dimensional accuracy.
Other Processing Methods
Beyond injection and extrusion molding, PEEK can be processed using several other methods to meet diverse application needs.
Machining:
PEEK offers good machinability and can be turned, milled, drilled, and shaped into high-precision parts. In the aerospace sector, for instance, PEEK is used to produce engine blades with dimensional tolerances of ±0.01 mm through precision machining.
3D Printing:
With advancements in additive manufacturing, PEEK is increasingly used in 3D printing to produce complex or customized components. Typical printing temperatures range from 380°C to 420°C, and the printed parts exhibit excellent mechanical and thermal properties.
Welding:
PEEK can be joined using ultrasonic or thermal welding methods. In electronics housings, PEEK parts welded by ultrasound can achieve joint strengths exceeding 80% of the base material’s strength.
Coating:
PEEK can also be applied as a coating material using spraying or dip-coating methods, offering heat resistance, corrosion resistance, and wear protection. For example, PEEK coatings on metal mechanical components significantly improve their wear resistance and extend service life.
Aerospace Industry
PEEK plays an irreplaceable role in the aerospace sector due to its outstanding combination of properties.
Lightweight and High Performance:
With a density of only 1.3 g/cm³—significantly lower than traditional metals—PEEK offers comparable strength and stiffness. For example, in aircraft engine blades, using PEEK can reduce weight by up to 30% without compromising structural integrity. This contributes to improved fuel efficiency and reduced operational costs.
High Temperature and Thermal Stability:
Aerospace components demand superior heat resistance. PEEK has a glass transition temperature of 143°C and a melting point of 343°C. It retains excellent mechanical properties and dimensional stability under high temperatures. In engine components, PEEK can operate continuously at 200°C for 1,000 hours with less than 5% performance degradation.
Chemical Resistance and Hydrolysis Resistance:
Aircraft are exposed to various chemicals and moisture during flight. PEEK's excellent chemical resistance and hydrolytic stability make it ideal for such environments. After 1,000 hours of immersion in hot water, PEEK retains up to 80% of its tensile strength, making it suitable for hydraulic and fuel system components.
Application Example:
In the Boeing 787, PEEK is widely used in engine blades, wing skins, and fuselage components. It is estimated that PEEK accounts for about 20% of the material composition in the Boeing 787, significantly enhancing performance and safety.
Medical Devices
PEEK is increasingly used in the medical field due to its biocompatibility and resistance to degradation.
Biocompatibility:
PEEK is well tolerated by human tissues, with no irritation or toxicity. It holds a cytotoxicity rating of Class 1, indicating excellent compatibility with body tissues and minimal risk of inflammation or adverse reactions.
Corrosion Resistance:
Medical devices often come into contact with bodily fluids and chemicals. PEEK maintains excellent chemical stability—after immersion in 10% hydrochloric acid and sodium hydroxide solutions for 1,000 hours, mass change remains below 0.5%.
Mechanical Strength:
PEEK’s high tensile strength (over 100 MPa) and flexural modulus (up to 3.5 GPa) allow it to withstand internal mechanical loads in the body, making it ideal for implants such as artificial joints.
Application Example:
PEEK is widely used to manufacture artificial joints, spinal implants, and dental implants. Global usage of PEEK in medical implants exceeds 1,000 tons annually and is growing steadily. For instance, artificial hip joints made from PEEK demonstrate excellent clinical performance and a service life of over 20 years.
Automotive Industry
PEEK is extensively applied in automotive manufacturing thanks to its strength, heat resistance, and wear performance.
High Temperature and Thermal Stability:
Engine and transmission components operate in high-temperature environments. PEEK’s high Tg and melting point ensure reliable performance under such conditions (as detailed earlier).
Wear Resistance and Mechanical Strength:
PEEK demonstrates excellent wear resistance under high-load, high-frequency friction. For example, in transmission gears, the wear of PEEK parts is only 1/10 that of traditional metals.
Lightweight and Fuel Efficiency:
Reducing vehicle weight improves fuel economy and lowers emissions. PEEK helps achieve this goal by replacing metal components while maintaining mechanical performance.
Application Example:
PEEK is used in engine components, transmission gears, and sensor housings. A well-known automaker uses PEEK to mold engine sensor housings that can operate reliably for over 10 years under high heat and stress. It is also applied in braking systems—PEEK brake discs and pads offer excellent durability and performance due to their heat and wear resistance.
- Bismaleimide Series2
- Cross-Linking agent / Vulcanizing Agent1
- Curing Agent1
- Engineering Plastic Pellets4
- Epoxy Resin2
- Ethylene-VinylAlcohol Copolymer(EVOH)1
- Fish Oil1
- Food Additives3
- Glucosamine1
- Heat-resistant modifier series1
- High Assay Quaternary Ammonium Compounds9
- Low Assay Quaternary Ammonium Compounds13
- Modified Polyvinyl Alcohol1
- Monomalemide Series2
- Other Surfactants/Catalysts8
- Plastic Random Packing1
- Plastic Structured Packing1
- Polyacrylamide1
- Polyurethane Resin2
- Polyvinyl Alcohol (PVA)2
- Power Coatings3
- Quaternary Ammonium Hydroxide4
- Special Quaternary Ammonium Compounds7
- TPU4
- Tertiary Amines1
- UV Ink1
- VAE Emulsion (Vinyl Acetate–ethylene Copolymer Emulsion)1
- aluminum paste1
- antiform2
- fire sleeve2
- resin2