
Introduction
Polyphenylene Sulfide (PPS) is a semi-crystalline thermoplastic engineering polymer composed of alternating benzene rings and sulfur atoms in its molecular backbone, with the structural formula -[Ph-S]n- (Ph representing a phenyl ring). This unique combination of rigidity and stability has earned PPS the nickname “Plastic Gold.”

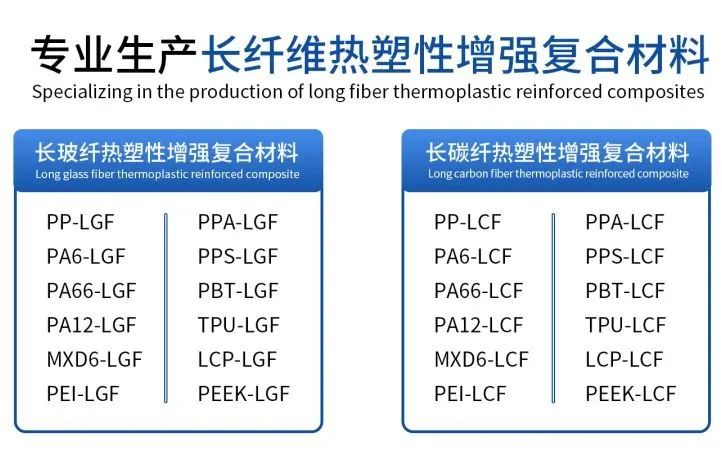
PPS Long Glass Fiber Reinforced
Four Core Properties of PPS
1. High Temperature Resistance
Heat Deflection Temperature (HDT):
≥260°C (unreinforced), with a continuous use temperature of up to 220°C.
Thermal Aging Resistance:
Maintains 80% or more of its mechanical strength even after 1,000 hours of exposure at 200°C.
2. Chemical Stability
Corrosion Resistance:
PPS resists acids, bases, and organic solvents (e.g., gasoline, ethanol). It corrodes only slowly in strong oxidizing media such as concentrated sulfuric or nitric acid.
Hydrolysis Resistance:
PPS exhibits excellent stability in high-temperature and high-pressure steam environments, making it ideal for extreme conditions such as deep-sea applications or chemically aggressive industrial environments.
3. Mechanical Performance
High Rigidity:
Pure PPS has a flexural modulus of about 3.8 GPa. When reinforced with glass fiber (e.g., PPS GF40), it can reach 12–15 GPa—comparable to aluminum alloys.
Wear Resistance:
With a low coefficient of friction (0.02–0.03), PPS significantly extends the lifespan of moving components like gears and bearings—by more than 30%.
4. Flame Retardancy & Electrical Properties
Flame Rating:
UL94 V-0 at 1.5 mm thickness, without the need for additional flame retardants.
Dielectric Strength:
18–22 kV/mm, making it an excellent insulator for high-frequency electronic components.
Modification Directions and Processing Techniques
Modification Technologies
| Modification | Key addicitives |
Performance Improvements |
Typical Applications |
|
Reinforced grade |
Glass Fiber or Carbon Fiber |
Improved impact resistance, increased flexural modulus |
Automotive structural parts, electronic housings |
|
Wear-Resistant grade |
PTFE / Graphite |
Reduced coefficient of friction (0.01–0.02) |
Bearings, sealing components |
|
Conductive grade |
Carbon Fiber / Metal Powder |
Lower surface resistivity (10³–10⁶ Ω) |
Anti-static electronic components |
|
Chemical-Resistant grade |
Nano Ceramic Particles |
Enhanced resistance to strong acids and alkalis |
Linings for chemical reactors |
Processing Techniques
Injection Molding: Requires high-temperature molds with precise temperature control between 130-160℃. The processing temperature ranges from 300-330℃. Suitable for complex and precise parts such as connectors and gears.
Extrusion Molding: Used for producing films and pipes. It is necessary to control the melt flow to prevent excessive crystallization.
Sintering: For ultra-thick wall components, pressing is performed at high temperatures to increase density.
Extensive Applications of PPS Across Various Fields
1. Electronics and Electrical Industry
Semiconductor Packaging:
With high heat resistance (>260℃), PPS provides excellent protection for chips against damage caused by soldering thermal stress, such as in CPU packaging housings.
High-Frequency Connectors:
Featuring low moisture absorption (<0.05%), PPS ensures signal stability even in humid environments, making it ideal for use in 5G base stations and smartphones.
2. Automotive Industry
Engine Components:
PPS can withstand high temperatures up to 220℃ and is suitable for use in turbocharger housings, fuel injectors, and other segments. It can replace metals and reduce component weight by up to 40%.
Electrification Trend:
With inherent flame-retardant properties under high-voltage conditions, PPS is applicable in electric vehicle charging station insulators, battery module brackets, and other components requiring high flame resistance.
3. Aerospace
Lightweight Structural Components:
PPS has a density of 1.34 g/cm³, offering up to 50% weight reduction compared to standard aluminum alloys. It is suitable for lightweight applications such as aircraft interior brackets and satellite radomes.
Radiation Resistance:
Due to its ability to resist cosmic rays and extreme temperature fluctuations, PPS can be used as a substrate material for spacecraft circuit boards.
4. Environmental Protection and Chemical Industry
Corrosion-Resistant Piping:
In chemical pipelines transporting concentrated hydrochloric acid and organic solvents, PPS pipes offer a service life twice that of stainless steel.
For more information on PPS long glass fiber and long carbon fiber reinforced materials, please contact our technical experts. We are committed to providing professional support and customized material solutions to meet the specific demands of your application.
Aluminum Nitride (AlN) crystallizes in a hexagonal structure, typically appearing bluish-white in pure form but often gray or off-white in practice. As a high-performance advanced ceramic material, AlN boasts exceptional thermal conductivity, reliable electrical insulation, low dielectric constant and loss, non-toxicity, and a thermal expansion coefficient that matches silicon. These outstanding properties make it an ideal choice for next-generation high-integration semiconductor substrates and electronic packaging materials. Below is a brief introduction to the preparation of AlN.

Synthesis of AlN Powder
AlN powder serves as the foundational raw material for ceramic products. Its purity, particle size, oxygen content, and impurity levels significantly impact the thermal conductivity, sintering process, and forming techniques of the final product, ultimately determining its performance. Key methods for synthesizing AlN powder include:
-
Direct Nitridation Method
Aluminum powder reacts with nitrogen gas at high temperatures (800°C–1200°C) to form AlN powder. -
Carbothermal Reduction Method
A mixture of alumina (Al₂O₃) and carbon powders undergoes reduction and nitridation in a flowing nitrogen atmosphere at elevated temperatures (1400°C–1800°C) to produce AlN powder. -
Self-Propagating High-Temperature Synthesis (SHS)
This method leverages the highly exothermic reaction between aluminum powder and nitrogen. Once ignited, the reaction sustains itself, rapidly synthesizing AlN. -
Chemical Vapor Deposition (CVD)
Volatile aluminum compounds react with nitrogen or ammonia gas, depositing AlN powder from the vapor phase. Depending on the aluminum source, CVD can be classified into inorganic (e.g., aluminum halides) and organic (e.g., alkyl aluminum) methods.

This advanced material is revolutionizing electronics with its superior properties—choose AlN for high-performance, reliable solutions in semiconductor and packaging applications!
Xiamen Juci Technology Co., Ltd. uses the carbothermal reduction method to prepare aluminum nitride powder. The synthesized powder has high purity, stable performance, fine and uniform particle size, and can be used to prepare high-grade powder.Xiamen Juci Technology, as a leading supplier of aluminum nitride powder in China, is committed to providing high-purity and high-grade aluminum nitride thermal management materials both at home and abroad.
Media Contact:
Xiamen Juci Technology Co., Ltd.
Phone: +86 592 7080230
Email: miki_huang@chinajuci.com
Website: www.jucialnglobal.com
Chloroprene rubber (CR) is an important variety of synthetic rubber. It stands up well to light, aging, flexing, acids, bases, ozone, flames, heat, and oil. It also has good physical and electrical properties. Its comprehensive performance is unmatched by natural rubber and other synthetic rubbers. It is widely used in defense, transportation, construction, light industry and military industry. Chloroprene rubber has several uses. It's a key element in making auto parts, machinery, industrial items, and adhesives. You'll also find it in construction materials, coated fabrics, and wire and cable insulation. By itself, chloroprene rubber is used to create rubber harness clips and shock absorbers for cars and farm equipment. Initially, chloroprene rubber from Japan's DENKA and Japan's Toyo Soda was used. Later, due to the increase in raw material prices and the restrictions of the procurement cycle, a series of research and development work on the replacement of imported chloroprene rubber with domestic chloroprene rubber was carried out. Finally, the replacement goal was successfully achieved, and some process and formula problems of domestic chloroprene rubber in the use process were solved.
1. Neoprene rubber model
Imported neoprene rubber model: Denka M120 Chloroprene Rubber, a product of Japan DENKA, light-colored blocks; B-10, a product of Japan Toyo Soda, light-colored blocks. Domestic neoprene rubber model: CR3221, a product of Chongqing Changshou Chemical Co., Ltd. Polychloroprene Rubber CR3221 is a chloroprene polymer with sulfur and diisopropyl xanthate disulfide as mixed regulators, with a low crystallization rate, a relative density of 1.23, beige or brown blocks, and a non-polluting type.

2. Production process performance comparison
Imported neoprene handles better during production. For example, the raw rubber pieces do not stick together, even after baking, which makes them easy to measure. The process is smooth; it does not stick to the roller, so removing it is simple. The semi-finished film is stiff and holds its shape well.
Domestic neoprene does not perform as well. The rubber pieces tend to stick, especially after baking. The rubber also sticks to the roller, which makes removal hard, and the semi-finished film sticks easily and loses its shape.
Despite these things, domestic neoprene has some benefits. It mixes powder faster and with less effort in both internal and open mixers. Rubber from Japan is harder to mix. In the open mixer, M-120 can even fall off the roller at first. The internal mixer requires more effort and time, especially in the winter. Domestic mixed rubber still works well after being stored for a long time. Rubber from Japan, especially M-120, gets hard and loses its flexibility after two to four weeks.
Tests show that production methods that work for imported neoprene do not work well for domestic neoprene. The original method needs some changes. If not, it will be hard to make it work for production, even when the physical and mechanical qualities meet the standards.
3. Conclusion
Compared with Japanese chloroprene rubber, domestic chloroprene rubber CR3221 has lower Mooney viscosity and greater viscosity, which is more favorable for mixing and powder consumption, and can significantly reduce the operation time, but the processability is poor and the operation is difficult. If the temperature is not well controlled, the operation is improper or the rubber is over-mixed, it may cause the roller to stick or even fail to unload normally. By selecting the correct process conditions and methods and adjusting the formula appropriately, it can fully meet the production needs.
Website: www.elephchem.com
Whatsapp: (+)86 13851435272
E-mail: admin@elephchem.com
Chloroprene adhesive is popular in the shoemaking industry because it bonds materials very well. Among them, grafted chloroprene adhesive is the most widely used. As shoe materials develop towards lighter colors, the color requirements for adhesives are becoming more and more stringent. Right now, SN24 adhesive starts out light, but it yellows pretty fast after sitting around for a while, especially if it's in the sun. After being prepared into chloroprene adhesive, there is a yellowing problem, which leads to two problems: first, it affects the appearance of shoes. For light-colored shoes such as sports shoes and travel shoes, the problem is more prominent; second, the darkening of color is a manifestation of polymer aging, which leads to the deterioration of the bonding performance of the adhesive. Therefore, in order to improve the appearance of footwear and ensure that it does not turn yellow during wearing, a yellowing-resistant adhesive should be used.
1. Experimental materials
Chloroprene rubber latex: Chloroprene Rubber SN-242, Sana Synthetic Rubber Co., Ltd.; toluene, methyl methacrylate, butanone, BPO, SKYPRENE G-40S; Denka A90 Chloroprene rubber
2. Performance test results
2.1 Comparison of glue solutions
The different types of dry glue obtained by the drum were dissolved in toluene to obtain the glue solution comparison chart in Figure 1, and the comparison chart of different types of glue solutions after heating is shown in Figure 2.
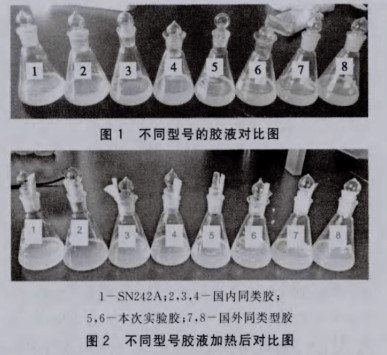
As can be seen from Figure 1, the color of the glue solution in this experiment is not much different from the color of the same type of glue solution at home and abroad. After adding BPO and MMA and shaking well, the color will change.After being tested, SN242A became yellow. Domestic rubber samples No. 2 and No. 3 also turned yellow. The other samples got a bit darker, but our test rubber was still lighter than domestic rubber No. 4. Its color was close to that of samples No. 7 and No. 8.After 20 minutes in a 90℃ oven, rubber samples No. 1, 2, 3, and 5 turned yellow. Samples No. 4, 6, 7, and 8 got lighter. After an hour, the colors changed in the same way, but everything was darker than it was at 20 minutes.As you can see in Figures 1 and 2, when this test rubber was dissolved in toluene and heated with an initiator, it looked a little whiter than similar domestic glues. It looked about the same as similar foreign glues.
2.2 Grafting comparison
According to the grafting formula, 0.1 parts of BPO and 50 parts of methyl methacrylate were added, and different types of chloroprene rubber were grafted. The viscosity of the solution before and after grafting was measured, as shown in Table 4. The comparison between the experimental glue and the domestic glue after grafting is shown in Figure 3.
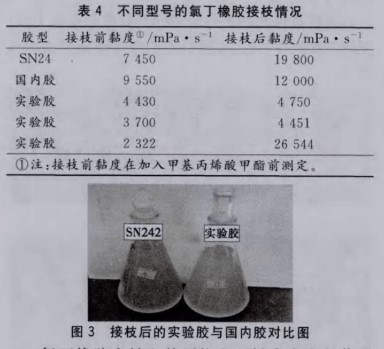
Figure 3 presents a comparison between our experimental glue and a domestic glue following grafting.When exposed to free radicals, the unsaturated double bonds on the chloroprene rubber backbone transform the MMA monomer into a monomer free radical. This then grafts and copolymerizes with CR through a chain transfer reaction, creating a complex graft copolymer. This process leads to asymmetry and polarity in the adhesive structure, improving adhesion.
Based on the data in Table 5, our experimental glue shows a high grafting rate, nearly 100%. This solves the issue of low grafting rates seen with SN242, which stem from residual terminators. Plus, it eliminates the problem of red glue forming during the grafting process. Figure 3 is a comparison chart of the grafted glue solution after being placed in the sun for several days. The color of the experimental glue solution is much lighter than that of SN242.
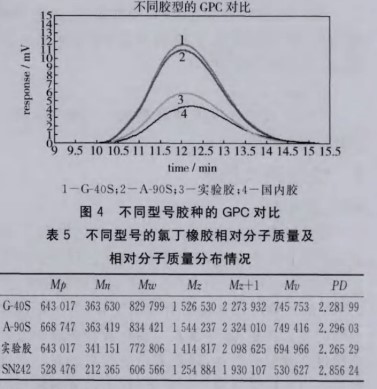
2.3 GPC comparison
According to Figure 4 and Table 5, the relative molecular weight and relative molecular weight distribution of the experimental glue are not much different from those of foreign glue. The average relative molecular weight is around 350,000, and the relative molecular weight distribution is below 2.3, which is larger than the relative molecular weight of domestic grafted glue, and the relative molecular weight distribution is narrow, and the regularity of the molecular chain is higher.
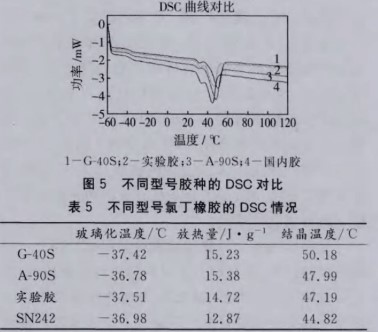
2.4 DSC comparison
Based on the data in Figure 5 and Table 5, the experimental glue's glass transition temperature is similar to both domestic and foreign glues. The experimental glue's crystallization temperature, which is higher than the domestic glue, is nearly the same as the foreign glue.
3 Conclusion
The chloroprene rubber adhesive developed in this paper has excellent yellowing resistance and stable grafting performance. Through DSC and GPC analysis, grafted chloroprene rubber with uniform relative molecular weight and high regularity was obtained, and its performance is comparable to that of the same type of foreign rubber.
Website: www.elephchem.com
Whatsapp: (+)86 13851435272
E-mail: admin@elephchem.com
Aluminum Nitride (AlN) performance critically depends on purity, particularly the content of oxygen (O), carbon (C), and metal impurities (Fe, Na, etc.).
Oxygen impurities → Form Al₂O₃ or AlON phases, significantly reducing thermal conductivity (every 1% increase in oxygen decreases thermal conductivity by 10-20 W/(m·K)).
Metal impurities → Degrade carrier mobility in semiconductor devices, reducing performance.
Carbon impurities → Generate Al₄C₃ at high temperatures, causing material embrittlement.
Currently, commercial AlN powder typically has a purity of 99.5%-99.9% (oxygen content >0.5%), while high-end applications (e.g., semiconductor substrates) require oxygen content <0.1%, even <100ppm.

How to Achieve High-Purity Aluminum Nitride?
1. AlN Powder Purification Techniques
①Surface Modification (H₃PO₄ Treatment)
Phosphoric acid (H₃PO₄) forms a protective layer on AlN, inhibiting hydrolysis (reducing Al₂O₃ formation).
Advantage: Simple operation, suitable for industrial production.
Limitation: Cannot remove oxygen impurities inside the crystal lattice.
②High-Temperature Heat Treatment (2000-2200°C)
Heat treatment in a reducing atmosphere (H₂/N₂) to volatilize impurities.
Result: Oxygen content can be reduced to 220ppm, metal impurities <1ppm.
Challenge: Requires advanced equipment (tungsten crucible), AlN sublimation loss (~0.5-1%/h at 2200°C).
2. AlN Ceramic Purification Techniques
①NH₄F Sintering Additive
NH₄F decomposes into NH₃ & HF, reacting with Al₂O₃ to form volatile byproducts (e.g., AlF₃), reducing oxygen content.
Advantage: No new impurities introduced, enhances ceramic purity.
②High-Temperature Annealing
Heat treatment at 1800-1900°C to volatilize grain boundary phases, optimize microstructure, and improve thermal conductivity.

Future Trends: Higher Purity, Lower Cost
Advanced Purification Methods: Plasma-assisted purification, solvent extraction, CVD (Chemical Vapor Deposition) for ultra-pure AlN films.
Scalable Production: Optimized high-temperature processes to reduce AlN loss and costs.
Composite Materials: AlN-Graphene, AlN-SiC hybrid thermal materials for enhanced performance.
Conclusion: Aluminum Nitride – The Core Material for Future Technology
With the rapid growth of 5G, electric vehicles (EVs), deep-UV LEDs, and aerospace technologies, the demand for high-purity AlN will surge. Through advanced purification and sintering techniques, AlN will play a pivotal role in:
① Semiconductor devices (GaN-on-AlN, power electronics)
② High-power RF & 5G base stations
③EV power modules & thermal management
④Deep-UV LED substrates (UVC disinfection)
⑤Aerospace & extreme-environment applications
About Xiamen Juci Technology
Xiamen Juci Technology Co., Ltd. is a high-tech enterprise specializing in the research and development, production and sales of high-performance aluminum nitride (AlN) ceramic materials. The company is committed to providing high thermal conductivity and high purity aluminum nitride ceramic solutions for fields such as 5G communication, semiconductor packaging, power electronics, new energy vehicles, and aerospace. We can provide AlN substrates, structural components and functional devices of different specifications according to customer requirements.
Media Contact:
Xiamen Juci Technology Co., Ltd.
Phone: +86 592 7080230
Email: miki_huang@chinajuci.com
Website: www.jucialnglobal.com

Project Background
In high-performance bicycle design, the brake lever is not only a key control component but also directly impacts riding safety and handling precision.
Traditional materials often fail to balance lightweight and strength, whereas long fiber reinforced thermoplastics offer outstanding rigidity, impact resistance, and fatigue durability, making them ideal alternatives to metals or short-fiber plastics.
Materials such as PA66 with long carbon fiber or TPU with long glass fiber can significantly enhance structural performance while improving molding efficiency and surface quality—perfectly aligning with modern demands for safety, lightweight design, and aesthetics.

Customer's Project
The products shown above are two types of bicycle brake levers, respectively manufactured using PA66 filled with 40% long carbon fiber (without color masterbatch) and polyether-based TPU filled with 50% long glass fiber (with black color masterbatch).
Each material offers unique advantages, allowing customers to choose the most suitable option based on their specific performance requirements.

Material 1: TPU-LGF50-BLK
Material:
Polyether-based TPU filled with 50% long glass fiber (with black color masterbatch)
Key Features:
1. Finished in a deep matte black tone, this version delivers a sleek, modern look with a smoother surface texture.
2. Offers a slightly flexible feel for enhanced grip comfort, while still maintaining significant structural integrity thanks to the high glass fiber content.
Performance Highlights:
1. Exceptional impact resistance and abrasion resistance
2. Improved surface comfort, ideal for frequent contact or high-vibration environments
3. Perfect for applications where tactile feel, flexibility, and weather resistance are key considerations

Click the material image to see details
Material 2: PA66-LCF40-NAT
Material:
PA66 filled with 40% long carbon fiber (no color masterbatch)
Key Features:
1. This brake lever features a natural finish that highlights the carbon fiber texture, clearly visible on the surface.
2. The unique grain of the long carbon fibers offers a premium look and feel, echoing the aesthetics of carbon fiber parts in professional cycling equipment.
Performance Highlights:
1. Excellent rigidity and strength, ideal for high-load applications
2. Superior heat resistance and dimensional stability
3. Best suited for riders or product designs that demand lightweight structural strength and a carbon-tech appearance

Click the material image to see details
Advantages
Lightweight Metal Replacement
1. Both PA66-LCF40-NAT and TPU-LGF50-BLK offer significant weight reduction compared to traditional aluminum alloy or steel brake levers.
2. PA66-LCF40-NAT provides high stiffness at low density, reducing overall component weight without sacrificing mechanical strength.
3. This lightweight solution helps improve riding efficiency and handling agility, especially in competitive or endurance cycling.
Integrated Cost Efficiency
1. Long fiber thermoplastics allow one-step injection molding, eliminating the need for secondary assembly or metal machining.
2. This streamlines production and reduces tooling complexity.
3. Compared with aluminum or engineering plastics, the total cost is significantly optimized.
Durability in Harsh Conditions
1. These materials are designed to perform reliably under outdoor and high-vibration environments, such as mountain biking or long-distance rides.
2. PA66 offers superior resistance to fatigue, heat, and moisture.
3. TPU brings added flexibility, shock absorption, and grip comfort, ideal for frequent user contact.
Design Flexibility & Customization
1. LFT-G supports custom formulations tailored to customer needs:
2. Color options (natural carbon fiber texture, matte black, etc.)
3. Surface finish customization (visible fiber pattern vs. smooth touch)
4. Optional UV or chemical resistance for extended product lifespan
Typical Application Scenarios
High-performance road or mountain bike brake levers
E-bike brake systems requiring vibration damping and rigid control
Ergonomic brake components for urban commuter bikes
Lightweight replacement of metal brake handles in mid- to high-end bicycles
Learn More
If you're exploring material solutions for bicycle components that require a balance of strength, durability, and processing efficiency, our formulations offer reliable, well-tested options.
We welcome you to get in touch for further technical details, sample requests, or to discuss specific application needs.

Reinforced nylon (especially glass fiber reinforced grades such as PA6-GF and PA66-GF) is a mainstream and high-performance material choice for e-bike wheel hubs, particularly motor-integrated hubs. It offers an excellent balance of strength, stiffness, toughness, heat resistance, wear resistance, and processability, while also enabling lightweight design.
This material is commonly used in mid- to low-end or urban commuter e-bikes, where reinforced nylon hubs are more widely adopted. Its advantages in terms of weight reduction and cost efficiency are especially evident in models that do not demand extreme performance. Additionally, corrosion resistance is a notable selling point.
Manufacturers typically address the inherent limitations of the material through thoughtful design—such as the extensive use of metal inserts and structural optimization—and by selecting high-performance grades to meet specific application needs.

Key Application Advantages
1. Significant Weight Reduction – The Primary Advantage
Extended Range: A lighter hub requires less energy for motor drive, directly increasing battery life.
Improved Handling: Reduced rotational inertia allows for quicker acceleration and deceleration, delivering a more agile and responsive ride.
Enhanced Comfort: Lower unsprung mass enables the wheel to better follow road surface variations, reducing vibration transmitted to the frame and improving overall comfort.
- This is the most critical advantage. Nylon has a much lower density compared to aluminum alloy (approx. 1.15–1.4 g/cm³ vs. 2.7 g/cm³). Even when reinforced with 30–50% glass fiber, the material density typically remains below 2.0 g/cm³.
- Reducing unsprung mass is crucial for e-bikes.
2. Cost Efficiency (Especially in Mass Production)
Material Cost: Reinforced nylon granules generally cost less than high-grade aluminum alloys.
Processing Cost: Injection molding offers high production efficiency and enables complex parts to be formed in one step, eliminating the need for multiple machining processes (e.g., casting, CNC, turning, drilling), thus significantly reducing per-unit cost.
Post-Processing Cost: Molded nylon parts typically require no additional surface treatment (e.g., sandblasting, anodizing), which is often necessary for aluminum hubs.
3. Design Flexibility
Injection molding allows for highly complex geometries, internal ribbing, and integrated functional features such as:
Mounts for sensors
Cable routing channels
Specialized heat dissipation structures
Such features are difficult or costly to achieve using traditional metal processing. It also enables easier aerodynamic optimization.
4. Corrosion Resistance
Nylon offers excellent resistance to chemical corrosion (salt, water, cleaning agents) and does not rust. This is a major advantage for bikes used in rainy, humid, or salt-treated winter road environments—reducing maintenance needs.
5. Shock Absorption & Noise Reduction
Nylon has inherent damping properties that help absorb road impact and reduce vibration and motor noise transmission—improving ride comfort and quietness.
6. Strong Mechanical Properties
Glass fiber reinforcement significantly enhances the strength, stiffness, hardness, and dimensional stability of nylon, allowing it to handle the structural loads and motor torque required by wheel hubs. Its impact resistance often exceeds that of metal.
Datasheet
Polypropylene Homopolymer 40% Long Glass Fiber Reinforced
Injection Molding Process for E-Bike Wheel Hubs
Electric bike hubs—especially complex motor-integrated designs—are mainly produced using injection molding.
The key process steps include:
1. Material Pre-Treatment (Drying)
Critical Step! Nylon is highly hygroscopic. Excessive moisture leads to:
Melt viscosity drop → flash, burrs
Defects such as bubbles, silver streaks, poor surface
Hydrolytic degradation → serious loss of mechanical properties (strength, toughness)
Requirement:
Must be thoroughly dried before use.
Target moisture content: < 0.2% (preferably down to 0.1%)
Method:
Use a desiccant dryer:
PA6: 80–90°C,
PA66: 90–110°C,
Duration: ≥ 4–6 hours
Hopper must be heated (~80°C) to prevent reabsorption of moisture.
2. Injection Molding Parameters
Barrel Temperature:
PA6-GF: 240–280°C (increasing from rear to front); avoid exceeding 290°C to prevent degradation.
PA66-GF: 270–310°C; do not exceed 320°C.
Principle:
Use the lowest possible temperature that ensures good flow and complete filling to reduce thermal degradation.
High GF content may require slightly higher temps.
Mold Temperature:
Critical factor! Influences crystallinity, shrinkage, internal stress, surface finish, and mechanical properties.
Recommended range: 70–110°C
Mold Temp Features
70–85°C Fast cooling, shorter cycle time, lower crystallinity, higher shrinkage and internal stress, lower dimensional stability and surface gloss. Risk of warping.
85–110°C Strongly recommended for hubs. Enhances:
Crystallinity
Dimensional stability (uniform and predictable shrinkage)
Mechanical strength, stiffness, HDT
Surface gloss
Reduces warping, internal stress, post-shrinkage
→ Requires mold temperature controllers
Injection Pressure / Speed:
Medium to high pressure due to high melt viscosity
High-speed injection aids filling of complex hub structures (thin walls, long flow paths), minimizing weld line weakening and flow marks
Avoid jetting
Use multi-stage injection:
High-speed for bulk filling
Low-speed/low-pressure at the end to reduce stress and prevent overpacking during switchover
Holding Pressure / Time:
Holding Pressure: 50–80% of injection pressure
Too high: internal stress, flashing, difficult demolding
Too low: sink marks, voids, insufficient filling
Holding Time:
Crucial! Must be long enough to ensure continued packing before gate freeze-off
Short holding time → major cause of warpage/sink marks
Adjust based on wall thickness, mold temp, material—generally longer for hubs
Cooling Time:
Sufficient cooling needed to ensure part solidification and deformation-free ejection
Higher mold temps and thicker walls require longer cooling
Efficient cooling system design (near high heat load zones) is key to shortening cycles and improving quality
3. Mold Design Considerations
Gate Design:
Hubs are large and complex → typically use multi-point hot runners or large cold runners
Gate location and number are critical: affect flow balance, weld line position/strength, internal stress, and warpage
→ Precise flow simulation and design needed
Venting:
Essential to prevent burns, short shots
Add vent grooves (typically 0.02–0.04 mm depth) at:
End of flow paths
Base of ribs
Around inserts
Ejection System:
Large hub parts require strong and evenly distributed ejection (ejector pins/blocks)
Ensure smooth, synchronous ejection to avoid stress whitening or deformation
Wear Resistance:
GF is abrasive → molds, especially gates/runners/cavity surfaces, suffer wear
Use high-hardness, wear-resistant steels (e.g., H13) with surface treatments (nitriding, hard chrome plating, PVD coatings)
Cooling Channel Design:
High-efficiency, evenly distributed cooling is crucial to control mold temperature, reduce cycle time, and minimize warpage
4. Post-Treatment (Optional but Recommended)
Annealing:
Heat parts to 100–120°C (below nylon's melting point) for several hours, then slowly cool
Purpose:
Achieve moisture equilibrium before use
Prevent unpredictable dimensional changes (swelling) and performance fluctuations (toughness ↑, strength/stiffness ↓)
Especially important for PA6 hubs (also applicable to PA66)
Machining (if needed):
For high-precision areas (bearing seats, mounting holes), minor machining (turning, drilling) may be required
Gloves are the most commonly used protective tools in the laboratory besides goggles. There are many types of gloves, and different gloves have different uses.

1. Natural rubber (latex)
Latex gloves, made from natural rubber, typically lack a lining and are available in both clean and sterile versions. These gloves can provide effective protection against alkalis, alcohols, and a variety of chemical dilution aqueous solutions, and can better prevent corrosion from aldehydes and ketones.
2. Polyvinyl chloride (PVC) gloves
The gloves do not contain allergens, are powder-free, have low dust generation, low ion content, strong chemical corrosion resistance, can protect almost all chemical hazardous substances, and also have anti-static properties. Thickened and treated surfaces (such as fleece surfaces) can also prevent general mechanical wear, and thickened types can also prevent cold, with an operating temperature of -4℃ to 66℃. Can be used in a dust-free environment.
PVC gloves grading standards:
Grade A products, no holes on the surface of the gloves (PVC gloves with powder), uniform powder, no obvious powder, transparent milky white color, no obvious ink spots, no impurities, and the size and physical properties of each part meet customer requirements.
Grade B products, slight stains, 3 small black spots (1mm≤diameter≤2mm), or a large number of small black spots (diameter≤1mm) (diameter>5), deformation, impurities (diameter≤1mm), slightly yellow color, serious nail marks, cracks, and the size and physical properties of each part do not meet the requirements.
3. PE gloves
PE gloves are disposable gloves made of polyethylene. These gloves are waterproof, oil-proof, anti-bacterial, and resistant to acids and bases. Note: PE gloves are safe to use with food and are non-toxic. It is better to keep PVC gloves away from food, especially if it's hot.

4. Nitrile rubber gloves
Nitrile rubber gloves are usually divided into disposable gloves, medium-duty unlined gloves and light-duty lined gloves. These gloves can prevent erosion by grease (including animal fat), xylene, polyethylene and aliphatic solvents; they can also prevent most pesticide formulations and are often used in the use of biological components and other chemicals. Nitrile rubber gloves do not contain protein, amino compounds and other harmful substances, and rarely cause allergies. They are silicone-free and have certain antistatic properties, which are suitable for the production needs of the electronics industry. They have low surface chemical residues, low ion content and small particle content, and are suitable for strict clean room environments.
Similar to the comfort of natural rubber, neoprene gloves are resistant to light, aging, flexing, acid and alkali, ozone, combustion, heat and oil.
6. Butyl rubber gloves
Butyl rubber is only used as a material for medium-sized unlined gloves and can be used for operations in glove boxes, anaerobic boxes, incubators, and operating boxes; it has super durability against fluoric acid, aqua regia, nitric acid, strong acids, strong alkalis, toluene, alcohol, etc., and is a special rubber synthetic resistant liquid gloves.
7. Polyvinyl alcohol (PVA) gloves
Polyvinyl alcohol (PVA) can be used as a material for medium-sized lined gloves, so this type of gloves can provide a high level of protection and corrosion resistance against a variety of organic chemicals, such as aliphatic, aromatic hydrocarbons, chlorinated solvents, fluorocarbons and most ketones (except acetone), esters and ethers.

Website: www.elephchem.com
Whatsapp: (+)86 13851435272
E-mail: admin@elephchem.com
1. Research and development of chloroprene rubber
Chloroprene rubber & Neoprene latex is famous for its weather resistance, excellent physical properties, chemical resistance and oil resistance. Therefore, chloroprene rubber is widely used in rubber accessories that are exposed to the air and require oil resistance and high mechanical properties, such as: hoses, conveyor belts, transmission belts, cable sheaths, dust covers, shock pads, air capsules and other rubber products that require weather resistance, oil resistance, high physical properties and good flexural properties. The trade name of LANXESS chloroprene rubber is Baypren, which is translated into Bayer Ping in Chinese. It evolved from the original Perbunan C of Bayer Company and was produced in the Dormagen factory in Germany.
 2. Trade names and naming principles of LANXESS chloroprene rubber
2. Trade names and naming principles of LANXESS chloroprene rubber
- Trade names of LANXESS chloroprene rubber
LANXESS chloroprene rubber has a variety of brands to meet the needs of different products and different application environments. For specific brands, please refer to the LANXESS rubber product brand table. The main varieties of Lanxess nylon-butadiene rubber currently sold in China are: Baypren126 is a molded grade, which is resistant to high and low temperatures, has good physical and mechanical properties, excellent process, and does not burn or stick to rollers.
Baypren 116 has a lower Mooney viscosity than Bapren126, and the rubber compound has good fluidity. It is a grade for extruded products, with stable extruded dimensions, smooth surface, and high efficiency.
Baypren711 is a vulcanization-adjustable grade, used for adhesive tapes. It has a high sulfur content, good processability of the rubber compound, good adhesion to reinforcing materials, and is wear-resistant.
Baypren 210 is a universal brand. It has excellent comprehensive performance and meets the processing requirements of different processes and products. The price is relatively low.
Baypren 230 (SN-238) is an extra-high Mooney grade with high mechanical strength. It is suitable for high strength and blending with other grades to achieve special product performance and process requirements.
Baypren 114 is a pre-crosslinked grade. It is suitable for extruding high-performance thin-walled and precise-size products, and the extruded products are resistant to collapse. Such as continuous vulcanization production of automotive wiper strips and other products and processes.
- Naming principles of LANXESS chloroprene rubber
LANXESS chloroprene rubber consists of a product name plus a 3-digit number. The product name is: Baypren, which is translated as Bayer Ping.
The brand name is represented by a 3-digit number, and Baypren 126 is used as an example as follows:
The first digit indicates the crystallization tendency, 1 slight/2 medium/3 strong crystallization (general brand); sulfur content, 5 low sulfur/6 medium/7 high sulfur (sulfur-adjusted brand).
The second digit indicates the Mooney viscosity: 1 low Mooney/2 medium/3 high Mooney.
The third digit indicates special properties: 4 pre-crosslinking; 5 pre-crosslinking plus xanthogenic acid disulfide adjustment; 6 xanthogenic acid disulfide adjustment.
The third digits 1 and 2 indicate the Mooney viscosity of the raw rubber and the tendency to form products. For example, the crystallinity of Baypren 111 is extremely low, while the crystallinity of Baypren 112 is low to moderate.
3. Future Development
1)The high-tech development of automobile products and the strengthening of safety, hygiene and environmental protection concepts have caused fundamental changes in rubber materials. Many general-purpose products will inevitably be replaced by special brands to adapt to their special properties.
2) Modern rubber equipment is becoming more and more advanced and efficient, forcing the manufacturing process to be more and more perfect. Many product processes have consciously or unconsciously shifted from the original molding method to the injection method. This has led to an increase in demand for rubber compounds with good performance, long scorch time, and non-stick rollers. More attention is paid to injection rubber compounds with good fluidity. Lanxess's special Mooney rubber compound (Mooney can reach as low as 28 Mooney) chloroprene rubber brand was developed for this purpose.
3) The development of high-precision and cutting-edge technology requires many products with extremely high physical properties and low temperature resistance. In this regard, LANXESS already has a variety of special-functional chloroprene rubber grades available for selection, which need to be developed and utilized in combination with their functional requirements during product design and development, and explore newer and more scientific uses.
Website: www.elephchem.com
Whatsapp: (+)86 13851435272
E-mail: admin@elephchem.com
Chloroprene rubber (CR), a synthetic material, is a common choice for making timing belts because of its good physical and chemical traits. Neoprene timing belts resist aging well and work best in regular transmission systems, but some situations might need different materials.

1. Aging resistance of chloroprene rubber timing belts
- Neoprene resists oxidation well, helping timing belts stay flexible and strong during regular use. This prevents the material from getting fragile or breaking down due to oxidation, making it good for machines exposed to air for extended periods, as it reduces the possibility of cracks or surface hardening.
- Heat resistance: The operating temperature range is generally between -20°C and 100°C, and it can operate for a long time in a medium-high temperature environment; under high temperature conditions, although its performance will decrease slightly, the aging process can be delayed by adding heat-resistant agents.
- Anti-ultraviolet performance: Neoprene has moderate anti-ultraviolet ability, but the surface may oxidize under long-term exposure to strong light, resulting in color changes and the formation of tiny cracks.
- Moisture resistance: Neoprene has good resistance to moisture and is suitable for high humidity environments. It is not easy to deteriorate due to moisture intrusion.
- Chemical corrosion resistance(Chloroprene Rubber SN-236T): It has good corrosion resistance to grease, weak acid, alkali and some chemical solvents, which slows down the aging rate, but is not suitable for contact with strong oxidizing chemicals.
2. Applicable scenarios of chloroprene rubber timing belts
- Industrial transmission equipment(Chloroprene Rubber SN-244X): Applicable to power transmission of conventional mechanical equipment, such as textile machinery, packaging equipment and general processing equipment.
- Medium temperature environment: It performs well in medium and high temperature (below 100°C) application scenarios, such as industrial drying equipment or HVAC systems.
- Indoor environment: Equipment with low requirements for UV resistance, such as indoor automation equipment or low maintenance systems.
- Medium humidity and chemical environment: It can be applied to equipment that contacts oils and weak acid and alkali environments, such as food processing machinery and light chemical equipment.
3. Limitations of aging resistance of chloroprene rubber timing belt
- Prolonged exposure to temperatures above 100°C can speed up the aging process, leading to reduced flexibility or hardening of the timing belt. When working in such conditions, fluororubber or silicone rubber belts are the preferred choice.
- Extended exposure to strong sunlight can cause surface oxidation and cracking, which reduces the lifespan of the belt. Polyurethane belts or those with anti-UV coatings are advisable for outdoor setups.
- Strong acids, bases, or concentrated chemical solvents can cause corrosion if the material isn't resistant enough.
4. Methods to extend the aging resistance of chloroprene rubber timing belts
- Reasonable storage: Store in a dry, ventilated, light-proof environment to avoid ultraviolet radiation and high temperature.
- Regular inspection: Regularly check whether there are cracks or hardening on the surface of the timing belt during use, and remove oil and chemical residues in time.
- Adding antioxidants: By adding antioxidants or anti-ultraviolet ingredients during the manufacturing process, the aging resistance of the timing belt can be significantly improved.
- Optimize working conditions: Avoid running the synchronous belt under excessive tension or extreme temperature to reduce the risk of aging.
Chloroprene rubber synchronous belts resist oxidation, heat, and moisture well, so they age slowly and work for many standard jobs. Still, they might not work as well when it's very hot, there's a lot of ultraviolet light, or things are very corrosive. You can make these belts last longer by storing and using them properly and keeping up with regular maintenance. Because of this, they're a solid, affordable choice.
Website: www.elephchem.com
Whatsapp: (+)86 13851435272
E-mail: admin@elephchem.com
- Bismaleimide Series2
- Cross-Linking agent / Vulcanizing Agent1
- Curing Agent1
- Engineering Plastic Pellets4
- Epoxy Resin2
- Ethylene-VinylAlcohol Copolymer(EVOH)1
- Fish Oil1
- Food Additives3
- Glucosamine1
- Heat-resistant modifier series1
- High Assay Quaternary Ammonium Compounds9
- Low Assay Quaternary Ammonium Compounds13
- Modified Polyvinyl Alcohol1
- Monomalemide Series2
- Other Surfactants/Catalysts8
- Plastic Random Packing1
- Plastic Structured Packing1
- Polyacrylamide1
- Polyurethane Resin2
- Polyvinyl Alcohol (PVA)2
- Power Coatings3
- Quaternary Ammonium Hydroxide4
- Special Quaternary Ammonium Compounds7
- TPU4
- Tertiary Amines1
- UV Ink1
- VAE Emulsion (Vinyl Acetate–ethylene Copolymer Emulsion)1
- aluminum paste1
- antiform2
- fire sleeve2
- resin2